

Улучшениям и оптимизации бизнес-процессов всегда есть место, главное разглядеть, где они, и как их реализовать.
Существуют разные техники оптимизации бизнес-процессов: мозговой штурм, хронометраж, картирование, реинжиниринг. В этом проекте использовалась самая быстрая, на мой взгляд, технология теории ограничения системы поиска узкого места, о ней и пойдет речь!
Компания, где реализовывался проект, – крупнейший производитель кондитерских изделий в РФ, компания – лидер в отрасли по производительности труда.
Была выбрана линия в проекте по производству жевательной карамели. Если вы – сладкоежка, то эта конфета по типу Meller, начинка в карамели, покажется вам очень вкусной.
Конфета популярна на рынке, хорошо продается во все сезоны года, а после выхода на рынок Китая, количество заказов только растет, и уже имеется дефицит продукта в пиковое время заказов.

Поэтому потребовалось тонкая настройка увеличения производительности линии, чтобы оптимально закрывать имеющиеся заявки на предприятии и не упускать клиента, который хочет и готов покупать конфеты.
Первым делом нужно завести союзников
Первое, что требуется в таких проектах – союзники на всех уровнях: директорском, начальника цеха, механика линии, операторов.
Каждый, все как кирпичик складывает фундамент будущего успешного результата – вы не один и удачи не видать, если сложность в достижении результата возрастет в несколько раз.
На данном предприятии, как говорится: все карты легли, поэтому успешность проекта почти была предрешена!
Директор очень энергичная, вовлеченная, позитивная и настроенная на постоянные улучшения женщина сразу дала добро на проект, самостоятельно участвовала в подборе линии для проекта.
Так же стоит добавить, что на данной фабрике это был первый проект по поиску узких мест в процессах, но не первый, реализованный нашей командой. Перед этим был реализован проект по организации рабочих мест и стандартизации производственных линий и вспомогательных помещений по системе бережливого производства 5С («сортировка», «систематизация», «содержание в чистоте»; «стандартизация»; «совершенствование»), поэтому кредит доверия у сотрудников уже был сформирован к нашей команде оптимизаторов.
Этапы, из которых состоит линия
Восемь этапов: варка, экструзия, охлаждение, формирование жгута, наполнение начинкой, формирование конфеты, охлаждение, упаковка.
Чтобы определить место для роста, требуется провести диагностику каждого этапа процесса на предмет его производительности и определить тактическое и стратегическое узкое место линии.
Как вы понимаете, это могут быть совсем разные узлы: например, тактическим узким место может быть упаковка, автоматов не будет хватать, но их можно купить, а стратегическим узким местом выступают, как правило, основные узлы линии: печь, холодильник, экструзия, варка, где особо ничего не добавишь, проще сразу новую линию брать.
Производительность линии жевательной карамели зависит от этапа варки.
Варка – это собственно подготовка оболочки карамельной конфеты. От объема сваренного за раз и от частоты совершения варок в единицу времени зависит тоннаж, полученный на выходе.
Далее, после этапа варки – экструзия, являющаяся важным и сложным процессом. Процесс происходит в закрытой батареи отсеков, где на встречу друг другу двигаются валы и формируют непрерывный жгут продукции из сахара, патоки и сиропа, который отправляется в холодильник для охлаждения и дальнейшего запуска по процессу.
Охлаждение. Интуитивно понятный шаг процесса. Охлаждающий уровненный холодильник.
Далее формируется бесконечный жгут с начинкой внутри.
Формирование конфеты в форме шарика. Это вращающийся вал, который накатывает конфету и отделяет их друг от друга.
Охлаждение и упаковка по штукам.
Замеры, проведенные в течение двух часов
Четыре упаковочных автомата, которые в автоматическом режиме разгоняются, имеют отличный запас мощности по производительности. В момент остановки одного автомата на профилактику, три автомата забирали весь вал продукции на себя на 100%, поэтому данное звено не было узким и требующим внимания.
Следующее звено для проверки – охлаждение. Так как проект проводился зимой, то мощности холодильного оборудования было достаточно, чтобы еще прибавить холода в случае необходимости, летом это нужно будет проверять.
Этап формирования конфеты и жгута имеют запас на увеличение производительности.
Этап экструзии: по словам механика, скорость предельная, по словам оператора –можно больше, но продукт испортится, и для меня это звоночек о том, что вот, где будем копать.
Варка. Оператор была самая подготовленная, так как уже молва прошла, что кто-то приехал и уже понятно, зачем приехал.
Спокойно отвечает:
– Ничего не получится.
– Почему? – спрашиваю я.
– Не справится экструзия.
– Оператор сказала, что может сделать больше, – парирую я.
– Тогда, не хватит пара на котельной, – не теряется оператор варки.
– Звоните на котельную, включайте громкую связь, обсудим, – говорю я.
– ….
– Алло, на связи котельная!
– Скажите, если мы сейчас на варке будем поднимать кол-во пара, сможете обеспечить нас паром на ближайшие три часа для эксперимента?
– Легко, три котла в работе, один – отключен. Дайте время, подключу и все будет.
- ….
Я улыбаюсь.
Ситуация всегда одинакова, ну или почти всегда. Людям свойственно все новое воспринимать сначала с позиции непринятия, все новое таит неизведанное, а значит возможную опасность, поэтому я понимаю оператора на все 100.
Раз пара можно дать больше, вопрос на сколько больше можем варить? Сейчас 1200 литров за 20 минут по параметрам экрана управления.
– Может ли дать 1230?
– Да.
– А 1250
– Да
– А 1260?
– Ну, наверное.
– Ок, добавляйте по 10 литров каждую следующую варку, приняли решение.
Когда решение принято, задача следующие три часа наблюдать, что будет твориться на линии с продуктом, с оборудование, с простоями, с качеством.
В процессе данного наблюдения за три часа дошли до 1250 л/варка сделали выводы:
- Пара хватает.
- Оборудование варит.
- Экструзия разгоняется, но нет стабильно выхода продукта – плывет.
- Формирование конфет успевает, но не все в порядке, идет налипание, торможение оборудования для чистки.
- Упаковка идет без сбоев все отлично.
Сделана основная работа, устранено возражение – это невозможно.
Теперь возможно, но вопрос насколько возможно
В итоге первые сутки отработали на скорости 1235 л/варка.
На утро! Все были настроены оптимистично и эксперимент вновь был повторен, но теперь повышали медленнее не по 10 литров в час, а по 5 в час.
В итоге значение варки остановили на уровне 1253 л /час, это увеличение производительности линии на 4%.
Далее увеличение нецелесообразно, так как узкое место. Экструзия уже работает на максимум, и разогнать ее далее возможно только изменением конструкции экструзии и частичной реконструкции линии.
В итоге производительность линии выросла на 1 тонну в смену и соответственно:
- на 2 тонны в сутки;
- 60 тонн в месяц;
- 720 тонн в год.
Устранение «узкого» места
Без инвестиций, нового оборудования и каких-либо вложений устранили «узкое» место и снизили себестоимость продукции, так как капитальных ресурсов не использовалось больше.
Такие проекты делают только командно, от вовлечения каждого сотрудника зависит результат, так как очень легко на любом этапе загубить работу некорректным поведением/отношением, невниманием к мелочам.
Выжать максимум
Но на этом проект не закончился. Было еще обнаружено одно место улучшения в процессе, где был снижен % возвратного брака и затраты в производстве.
В формирование конфет участвуют четыре единицы оборудования. Каждое оборудование состоит из двух валов, которые двигаются навстречу друг другу и формируют круглую конфету.

И с каждого края жгута образуется обрезок хвостика, который падает в ящик, и отправляется на повторную обработку.
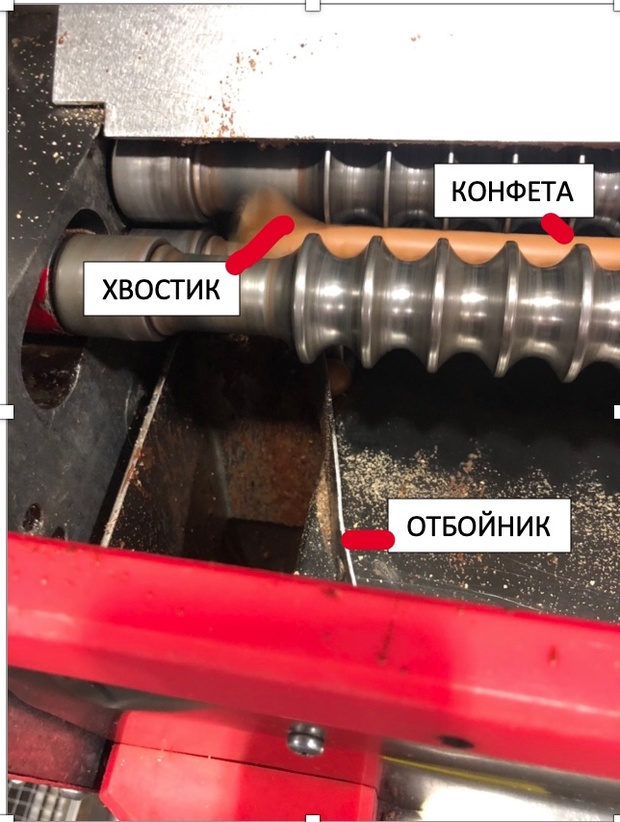
Из 8 краев, в 6 краях вместе с хвостиком на построчную обработку попадали и хорошие конфеты, так как перегонка, которая была создана самостоятельно, теряла угол направления и не отрабатывала на 100% .

После оглашение данной проблемы инженерная служба взяла данную проблему в работу, и отрегулирована углы отбойников.
Это, как вы понимаете, не увеличило нагрузки на «узкое» место но добавило готовых конфет на упаковку.
В продукте получилось добавить:
- за смену 150 кг;
- за сутки 300 кг;
- за месяц 9 т;
- за год 108 т.
Заключение
Такие проекты идентичны по своему ходу и развитию, так как в каждой производственной линии имеется узкое место соглсно теории ограничения систем Э.Голдрата, которое можно расширить в пропускной способности. Либо же загрузить на максимум, что позволит увеличить производительность труда, снизить затраты, уровень брака, себестоимость, тем самым повысить эффективность бизнеса и увеличить прибыль компании без больших инвестиций в оборудование и реорганизации производства.
Суммарно за один месяц проекта получили 828 тонн дополнительного продукта в год, без новых инвестиций, оборудования, линий, людей.
И такое улучшение можно провернуть в 99% процессах производственных компаний России и СНГ.
Читайте также:






































Алексей Уланов пишет:
Почти всегда в таких проекта ИНЖЕНЕРНАЯ СЛУЖБА на чеку и нысказывает свои опасения, как правило негативные.
Хорошо, что не только Вы понимаете законы техники и техносферы)
4 года высшего технического образования и 2 года работа в должности заместителя главного инженера, мне также позволяют это делать .
Отлично , когда говорите об ОПТИМУМЕ , в этом и цель был этой статьи найти ЕГО и начать на нем работать.
Да конечно, параметры по цепи изменись, поэтому и такие проекты проводятся командно, чтобы эксперт по каждому РИСК-фактору был в команде и девал свое заключение.
Так же повторюсь, тех. специалисты это часть команды улучшения, и когда у них возникает опасение они его проверяют. Здесь с холодильником все окей было.
Говорить про брак с вашей стороны не корректно, вы предполаете , не понимая существую загрузку обоурдвоания и процесса.
Конечно интенсивность на узел возрастает - Это как машина можно ехать 90 км/час, а можно 110 км/час. Износ вроде больше, но цель оправдывает средство при необходимости более быстрого преодаления расстояния или вы на своей машине так же оцениваете при каждом нажатие педали срок выхода из строя подпишников?
Ну вам то откуда знать и делать такой вывод?
Вы не правы на 100%. Все вспоминают добрым словом собственник, директор, начальник цеха.
Механики и рабочие возможно да не рады, тк нагрузка и объем работ вырос, но это бизнес.
Я думаю ВЫ именно такой, и пока бы вы это делали, хотя нет подождите .
Вы бы ЭТОГО не далали, так как и так же работает, зачем что-то менять и утруждаться!
Это мое мнение. Так как подход может быть и теоретически правильный , с точки зрения увеличения нагрузки на оборудование , но утопичный , так как инженерной службе главное чтобы меньше обслуживать и не ремонтировать.
Поэтому любое измение нагрузки для таких специалистов это личный вызов и знак защищаться и сопротивляться!
Оборудование на то и оборудование, чтобы когда его купили оно производило столько сколько надо рынку и инеженерная служба на то и нужна, чтобы думать , как сделать так что-то оно служило верой и правдой, когда того требует время.
Константин, здравствуйте! Вы опять с негативчиком подъехали) Ожидаемо!
Ну на то он и резервный , чтобы не стоять а давать пар , когда надо Вам не кажется?
Ну ваши познания в мощности котлов низки, посчитайте на сколько увеличлся рост производительности линии и вы поймете , что котлы КРАТНО выше выдают производительности пара.
Под режим ЧП - выхода из строя чего там , когда-то там нельзя настраивать производство, на то оно и ЧП, что сложно прогнозируется масштаб и последствия.
Оператор варки имел ввиду: Давайте все оставим так как есть.
Понтануться? Не знаю в чем тут понт на прямой вопрос дать прямой ответ.
Нет проблем с цифрами, это потенциал , вы до сих пор не понимаете?
А сколько по вашему правильно брать ?
20 ? Почему 20?
21? Почему 21?
13? Почему 13?
Поэтому берется 30 дней . Сколько они отработают время покажет, потенциал они теперь свой понимают.
Заметьте в деньги я не переводил, так как не понятно сколько дней будет выдаваться дополнительного продукта.
Но неделю назад, говорил с ними заявка стабильная и постоянная.
Как же хорошо, что не только Алексей и Константин "знают"...
Прочитайте статью внимательнее пожалуйста, по продукту дефицит на рынке, соответственно, что? Есть куда сбывать.
Как дополнительно произведенный продукт, который хочет купить рынок мождет сказаться негативно? Можете рассказать?
Направлять усилия надо на закрытие потребности рынка, максимально устраняя "узкие места" в процессах компании, повышая выработку на сотрудника и следить за ростом затрат. Всё.
А все ваши коэффициенты энерговооруженности, коэффициент сменности оборудования считаю не добавят компании лидерства в освоение рынков.
Скажите вот как данные коэффициенты позволят закрыть дефицит продукта на линии?
Алексей, вы простите меня конечно, я считал Вас более продвинутым экспертом в вопросах производства и строение бизнеса. Прочитав Ваш текст, понял Вашу "картину мира". Она имеет место быть, но Вы глубоко ошибаетесь в принципе, не говоря даже о данном предприятии. Доказывать Вам обратное не вижу смысла и не имею желания.
Данная одна из лучших организаций в россии по объемам производимого продукта, уровню ЗП в РФ, производительности труда, корпоративной культуре.
Вы не можете и не сможете понять простую истину - Процесс совершенствования бесконечен, и улучшениям всегда есть место.
Додуматься до такого "Халявные конфеты", это конечно постараться надо, даже комментировать не буду.
Видимо вы сталкиваетесь только с такими компаниями раз всех под одну гребенку равняете.
Сразу видно у Вас очень скудное представление о собственников современных промышленных компаний. Здесь никак не могу помочь, ваше право жить с такой картиной.
НО моя действительность говорит и подтверждает обратное.
Олег, не для выпуска 1200 кг нужно 3 котла. На фабрике численностью 1000 человек имеется 4 котла и куча линий.
Наталья и то верное замечание!)
Главное: Сотрудники данного предприятия имеею одни из самых высоких ЗП в регионе + свободный доступ ко всей продукции во время обедов и чаепития в столовой.
Нет нужны, совсем, чтобы что-то куда-то нести.
Для информации.
а) надо сразу было об этом написать
б) надо было указать, какая часть пара от этих 3-х котлов используется на этом технологическом процессе и сколько кг парав час необходмо для производства 10 кг конфет..
Вы должны понимать, что на этом форуме присутствуют не только менеджеры-теоретики, но и масса реальных производственников, которые и указывают Вам на какие-то нюансы)))
Расскажу реальную историю о высоких зарплатах и оптимизации тех процессов.
Как-то ко мне обратился инженер одной международной компании и рассказал о внезапно возникшей проблеме выхода из строя весьма дорогостоящих насосов стоящих на их технологических линиях. Они пытались выяснить возможную проблему у специалистов в своей головной финской компании. Те разводили руками т.к. с подобной проблемой работники филиалоа находящихся в Европе не обращались.
Начали мы с ним проводить свое расследование. И в итоге выяснилось, что проблема заключалась в том, что работники для увеличения производительности и тем самым увеличения своих премиальных, из технологического процесса исключили одну операцию, которая занимала некое время и требовала определенных физических усилий (предварительное вытряхивание пром.ковров для удаления песка с их поверхности).
В итоге абразивные песок попадал попадал в трубопроводы и через некоторое время "съедал" рабочие поверхности насосов.
Но т.к. эти процессы были разненсены по времени и по разным подразделениям, то никто сильно этим не заморачивался.
Даже больше, все кроме собственника, были в плюсе. Рабочие и их руководители получали премии за выполнение и перевыполнение плана. Ремонтники тоже были заняты делом и вопрос о сокращении персонала этого подразделения ушел с повестки дня.
Одни финны скрипя сердцем подписывали счета на закупку запчастей для этих насосов.
Вот Вам и пример одной оптимизации )))
А в трубопроводной обвязке насосов фильтры и циклоны для отделения песка не были предусмотрены? Обычно идет целый ряд фильтров для грубой очистки, тонкой очистки и т.д.
У меня тоже с насосами нерешенный кейс был. Линия по производству краски, работают шестеренчатые насосы, краска помимо растворителя и канифоли это еще мел и пигмент. так вот мел за полтора месяца стирал шестеренчатые пары и корпус насоса. Причем насос крутится очень умеренно со скоростью 4-12 об в минуту, но и этой интенсивности достаточно.
Насосы поменяли на мембранные пневматические, с ними вылезли проблемы. По технологии надо обеспечить очень умеренную подачу, на нужных нам подачах подавляющее число насосов не работало. Были отобраны насосы с минимальными производительностями итальянской фирмы. Резиновые и пластиковые мембраны не выдерживали длительного контакта с растворителем. То есть даже в многослойных защищенных мембранах образовывались микротрещины через которые попадал растворитель и разрушал их. Заказали фторопластовые мембраны. Фторопластовые работали хорошо, но были жесче и на малых производительностях возникали проблемы и работали не долго 3-4 недели очень умеренной работы.
Выходом было бы изготовление мембран насосов из фтрокаучука. Но необходимых нам типоразмеров не существовало. Собственник был готов на закупку фторкаучука и варить мембраны в лаборатории. Но изготовителей фторкаучуков в мире мало и минимальная партия поставки 0,5тонн и цена у него ну очень серьезная. Вообщем эту техническую проблему нам не удалось решить. (гипотетически надо было искать производителей изделий из фторкаучуковой резины и запрашивать у них продажу какого то умеренного количества сырья, но не получилось).
Кейс остался не решенным, снизилась его актуальность. Установили чуть более мощное оборудование, скорости подачи сырья немного возрасли и перешли на другие насосы с чуть более дешевыми расходниками. И проблема стала жрать не 70% ремонтного бюджета, а 45% что уже не так заметно.