

Улучшениям и оптимизации бизнес-процессов всегда есть место, главное разглядеть, где они, и как их реализовать.
Существуют разные техники оптимизации бизнес-процессов: мозговой штурм, хронометраж, картирование, реинжиниринг. В этом проекте использовалась самая быстрая, на мой взгляд, технология теории ограничения системы поиска узкого места, о ней и пойдет речь!
Компания, где реализовывался проект, – крупнейший производитель кондитерских изделий в РФ, компания – лидер в отрасли по производительности труда.
Была выбрана линия в проекте по производству жевательной карамели. Если вы – сладкоежка, то эта конфета по типу Meller, начинка в карамели, покажется вам очень вкусной.
Конфета популярна на рынке, хорошо продается во все сезоны года, а после выхода на рынок Китая, количество заказов только растет, и уже имеется дефицит продукта в пиковое время заказов.

Поэтому потребовалось тонкая настройка увеличения производительности линии, чтобы оптимально закрывать имеющиеся заявки на предприятии и не упускать клиента, который хочет и готов покупать конфеты.
Первым делом нужно завести союзников
Первое, что требуется в таких проектах – союзники на всех уровнях: директорском, начальника цеха, механика линии, операторов.
Каждый, все как кирпичик складывает фундамент будущего успешного результата – вы не один и удачи не видать, если сложность в достижении результата возрастет в несколько раз.
На данном предприятии, как говорится: все карты легли, поэтому успешность проекта почти была предрешена!
Директор очень энергичная, вовлеченная, позитивная и настроенная на постоянные улучшения женщина сразу дала добро на проект, самостоятельно участвовала в подборе линии для проекта.
Так же стоит добавить, что на данной фабрике это был первый проект по поиску узких мест в процессах, но не первый, реализованный нашей командой. Перед этим был реализован проект по организации рабочих мест и стандартизации производственных линий и вспомогательных помещений по системе бережливого производства 5С («сортировка», «систематизация», «содержание в чистоте»; «стандартизация»; «совершенствование»), поэтому кредит доверия у сотрудников уже был сформирован к нашей команде оптимизаторов.
Этапы, из которых состоит линия
Восемь этапов: варка, экструзия, охлаждение, формирование жгута, наполнение начинкой, формирование конфеты, охлаждение, упаковка.
Чтобы определить место для роста, требуется провести диагностику каждого этапа процесса на предмет его производительности и определить тактическое и стратегическое узкое место линии.
Как вы понимаете, это могут быть совсем разные узлы: например, тактическим узким место может быть упаковка, автоматов не будет хватать, но их можно купить, а стратегическим узким местом выступают, как правило, основные узлы линии: печь, холодильник, экструзия, варка, где особо ничего не добавишь, проще сразу новую линию брать.
Производительность линии жевательной карамели зависит от этапа варки.
Варка – это собственно подготовка оболочки карамельной конфеты. От объема сваренного за раз и от частоты совершения варок в единицу времени зависит тоннаж, полученный на выходе.
Далее, после этапа варки – экструзия, являющаяся важным и сложным процессом. Процесс происходит в закрытой батареи отсеков, где на встречу друг другу двигаются валы и формируют непрерывный жгут продукции из сахара, патоки и сиропа, который отправляется в холодильник для охлаждения и дальнейшего запуска по процессу.
Охлаждение. Интуитивно понятный шаг процесса. Охлаждающий уровненный холодильник.
Далее формируется бесконечный жгут с начинкой внутри.
Формирование конфеты в форме шарика. Это вращающийся вал, который накатывает конфету и отделяет их друг от друга.
Охлаждение и упаковка по штукам.
Замеры, проведенные в течение двух часов
Четыре упаковочных автомата, которые в автоматическом режиме разгоняются, имеют отличный запас мощности по производительности. В момент остановки одного автомата на профилактику, три автомата забирали весь вал продукции на себя на 100%, поэтому данное звено не было узким и требующим внимания.
Следующее звено для проверки – охлаждение. Так как проект проводился зимой, то мощности холодильного оборудования было достаточно, чтобы еще прибавить холода в случае необходимости, летом это нужно будет проверять.
Этап формирования конфеты и жгута имеют запас на увеличение производительности.
Этап экструзии: по словам механика, скорость предельная, по словам оператора –можно больше, но продукт испортится, и для меня это звоночек о том, что вот, где будем копать.
Варка. Оператор была самая подготовленная, так как уже молва прошла, что кто-то приехал и уже понятно, зачем приехал.
Спокойно отвечает:
– Ничего не получится.
– Почему? – спрашиваю я.
– Не справится экструзия.
– Оператор сказала, что может сделать больше, – парирую я.
– Тогда, не хватит пара на котельной, – не теряется оператор варки.
– Звоните на котельную, включайте громкую связь, обсудим, – говорю я.
– ….
– Алло, на связи котельная!
– Скажите, если мы сейчас на варке будем поднимать кол-во пара, сможете обеспечить нас паром на ближайшие три часа для эксперимента?
– Легко, три котла в работе, один – отключен. Дайте время, подключу и все будет.
- ….
Я улыбаюсь.
Ситуация всегда одинакова, ну или почти всегда. Людям свойственно все новое воспринимать сначала с позиции непринятия, все новое таит неизведанное, а значит возможную опасность, поэтому я понимаю оператора на все 100.
Раз пара можно дать больше, вопрос на сколько больше можем варить? Сейчас 1200 литров за 20 минут по параметрам экрана управления.
– Может ли дать 1230?
– Да.
– А 1250
– Да
– А 1260?
– Ну, наверное.
– Ок, добавляйте по 10 литров каждую следующую варку, приняли решение.
Когда решение принято, задача следующие три часа наблюдать, что будет твориться на линии с продуктом, с оборудование, с простоями, с качеством.
В процессе данного наблюдения за три часа дошли до 1250 л/варка сделали выводы:
- Пара хватает.
- Оборудование варит.
- Экструзия разгоняется, но нет стабильно выхода продукта – плывет.
- Формирование конфет успевает, но не все в порядке, идет налипание, торможение оборудования для чистки.
- Упаковка идет без сбоев все отлично.
Сделана основная работа, устранено возражение – это невозможно.
Теперь возможно, но вопрос насколько возможно
В итоге первые сутки отработали на скорости 1235 л/варка.
На утро! Все были настроены оптимистично и эксперимент вновь был повторен, но теперь повышали медленнее не по 10 литров в час, а по 5 в час.
В итоге значение варки остановили на уровне 1253 л /час, это увеличение производительности линии на 4%.
Далее увеличение нецелесообразно, так как узкое место. Экструзия уже работает на максимум, и разогнать ее далее возможно только изменением конструкции экструзии и частичной реконструкции линии.
В итоге производительность линии выросла на 1 тонну в смену и соответственно:
- на 2 тонны в сутки;
- 60 тонн в месяц;
- 720 тонн в год.
Устранение «узкого» места
Без инвестиций, нового оборудования и каких-либо вложений устранили «узкое» место и снизили себестоимость продукции, так как капитальных ресурсов не использовалось больше.
Такие проекты делают только командно, от вовлечения каждого сотрудника зависит результат, так как очень легко на любом этапе загубить работу некорректным поведением/отношением, невниманием к мелочам.
Выжать максимум
Но на этом проект не закончился. Было еще обнаружено одно место улучшения в процессе, где был снижен % возвратного брака и затраты в производстве.
В формирование конфет участвуют четыре единицы оборудования. Каждое оборудование состоит из двух валов, которые двигаются навстречу друг другу и формируют круглую конфету.

И с каждого края жгута образуется обрезок хвостика, который падает в ящик, и отправляется на повторную обработку.
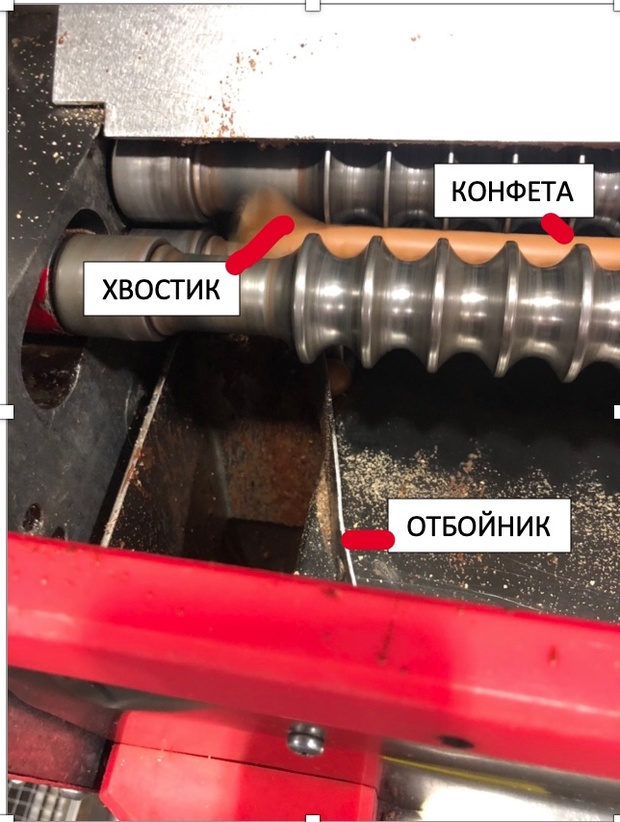
Из 8 краев, в 6 краях вместе с хвостиком на построчную обработку попадали и хорошие конфеты, так как перегонка, которая была создана самостоятельно, теряла угол направления и не отрабатывала на 100% .

После оглашение данной проблемы инженерная служба взяла данную проблему в работу, и отрегулирована углы отбойников.
Это, как вы понимаете, не увеличило нагрузки на «узкое» место но добавило готовых конфет на упаковку.
В продукте получилось добавить:
- за смену 150 кг;
- за сутки 300 кг;
- за месяц 9 т;
- за год 108 т.
Заключение
Такие проекты идентичны по своему ходу и развитию, так как в каждой производственной линии имеется узкое место соглсно теории ограничения систем Э.Голдрата, которое можно расширить в пропускной способности. Либо же загрузить на максимум, что позволит увеличить производительность труда, снизить затраты, уровень брака, себестоимость, тем самым повысить эффективность бизнеса и увеличить прибыль компании без больших инвестиций в оборудование и реорганизации производства.
Суммарно за один месяц проекта получили 828 тонн дополнительного продукта в год, без новых инвестиций, оборудования, линий, людей.
И такое улучшение можно провернуть в 99% процессах производственных компаний России и СНГ.
Читайте также:






































Так если по задумке финнов, песка там не должно было быть априори, то никакие системы фильтрации там и не ставились )))
А не пробовали узнать, какие насосы стоят на других аналогичных производствах у нас и зарубежом?
Конечно, у нас в основном шестеренчатые в китае мембранные. С этими двумя типами мы и работали.
Было еще немецкое оборудование, там тоже шестеренчатый, но видимо заточенный под среду и из хороших материалов. Но немецкий насос снять оборудования и поставить на действующую линию потестить было сложно. Сумрачный немецкий гений сделал сложный корпус, привод через цепь и шестеренку и заковыристые присоединения что прям перемудрили.
Острота проблемы в связи с увеличением производительности снизилась. На больших производительностях фторопластовые мембраны устойчиво работали. Просто она изнашивается каждые 2.. 3 недели и требуется замена. Цена расходника 20..30 долларов.
А более производительное оборудование мы смогли поставить после замены трубопроводов охлаждающей воды. А их заменили после того как собрали натуральную градирню. Так последовательно начинаешь тянуть одно и вся цепочка проседает в другом месте.
Вот об этом часто забывают конультанты, никогда не работвшие на производстве.
Надо признать, что подобным, страдают и многие проектировщики и дизайнеры, забыающие иногда, что оборудование нужно не только уметь красиво рисовать, но и учитывать технические нюансы по его монтажу и эксплуатации .
Если люди живут просто и небогато, то это не значит, что они глупые.
Нефоромованные "хвостики", идущие в переработку, являются частью технологического процесса. По ним есть отдельный учёт и т.д. Брать такие "хвостики" себе домой - это хищение со всеми вытекающими последствиями. А что касается конфет, которые попадаются среди этих "хвостиков", то официально "ихтамнет".
В любом случае, здесь речь идёт о недостатках процесса, а не о недостаках людей.
И в этом и предыдущем сообщении я высказал свои предположения и оценочные суждения, основываясь на собственных бэкграунде и компетенциях. Реальность может быть другой, конечно. Или не быть другой.
Так или иначе, когда на предприятии начинают, что называется, "скрести по сусекам", то потенциал для его развития очень ограничен. Судите сами, оборудование предприятия заточено под монопродукт как это часто бывает у стартапов. Китай, который рассматривается как основной рынок сбыта, сам активно занимается своим внутренним рынком и импортозамещением. Тем более, что это все же не Европа, несмотря на то что уровень жизни в Китае растёт: резервов для того, чтобы конкурировать на рынке Китая не так много. Плюс пандемия и ее последствия, связанные с ограничениями внутреннего спроса, ужесточением конкуренции, повышенным контролем на границах, проблемами с финансированием и т.д. Таким образом, на месте владельцев предприятия я бы задумался о продаже бизнеса. Особенно если оборудование взято в лизинг или кредит.
Да, согласен нужно было это указать.
Фокус внимания статьи больше делал на алгоритм улучшения, но как уже понимаю, тема оборудования ооочень горячая.
Да, спасибо ! Буду иметь ввиду это.
Моя логика не указания данного факта была в том, что если "узкого места" не возникло в оборудование, то и говорить об этом не особо смысла.
Даа, согласен, оптимизации бывают разные.
Выкидывать из технологии один этап, это конечно не профессионально и всегда приводит к последствиям.
Когда на предприятии имеется связь Количества продукта и Материального вознаграждения, то можно ждать и нарушения технологии и брака и хитростей разной масти и сложности.
Я считаю сдельную систему оплату труда первым ограничением в улучшение производственной системы компании.