

Улучшениям и оптимизации бизнес-процессов всегда есть место, главное разглядеть, где они, и как их реализовать.
Существуют разные техники оптимизации бизнес-процессов: мозговой штурм, хронометраж, картирование, реинжиниринг. В этом проекте использовалась самая быстрая, на мой взгляд, технология теории ограничения системы поиска узкого места, о ней и пойдет речь!
Компания, где реализовывался проект, – крупнейший производитель кондитерских изделий в РФ, компания – лидер в отрасли по производительности труда.
Была выбрана линия в проекте по производству жевательной карамели. Если вы – сладкоежка, то эта конфета по типу Meller, начинка в карамели, покажется вам очень вкусной.
Конфета популярна на рынке, хорошо продается во все сезоны года, а после выхода на рынок Китая, количество заказов только растет, и уже имеется дефицит продукта в пиковое время заказов.

Поэтому потребовалось тонкая настройка увеличения производительности линии, чтобы оптимально закрывать имеющиеся заявки на предприятии и не упускать клиента, который хочет и готов покупать конфеты.
Первым делом нужно завести союзников
Первое, что требуется в таких проектах – союзники на всех уровнях: директорском, начальника цеха, механика линии, операторов.
Каждый, все как кирпичик складывает фундамент будущего успешного результата – вы не один и удачи не видать, если сложность в достижении результата возрастет в несколько раз.
На данном предприятии, как говорится: все карты легли, поэтому успешность проекта почти была предрешена!
Директор очень энергичная, вовлеченная, позитивная и настроенная на постоянные улучшения женщина сразу дала добро на проект, самостоятельно участвовала в подборе линии для проекта.
Так же стоит добавить, что на данной фабрике это был первый проект по поиску узких мест в процессах, но не первый, реализованный нашей командой. Перед этим был реализован проект по организации рабочих мест и стандартизации производственных линий и вспомогательных помещений по системе бережливого производства 5С («сортировка», «систематизация», «содержание в чистоте»; «стандартизация»; «совершенствование»), поэтому кредит доверия у сотрудников уже был сформирован к нашей команде оптимизаторов.
Этапы, из которых состоит линия
Восемь этапов: варка, экструзия, охлаждение, формирование жгута, наполнение начинкой, формирование конфеты, охлаждение, упаковка.
Чтобы определить место для роста, требуется провести диагностику каждого этапа процесса на предмет его производительности и определить тактическое и стратегическое узкое место линии.
Как вы понимаете, это могут быть совсем разные узлы: например, тактическим узким место может быть упаковка, автоматов не будет хватать, но их можно купить, а стратегическим узким местом выступают, как правило, основные узлы линии: печь, холодильник, экструзия, варка, где особо ничего не добавишь, проще сразу новую линию брать.
Производительность линии жевательной карамели зависит от этапа варки.
Варка – это собственно подготовка оболочки карамельной конфеты. От объема сваренного за раз и от частоты совершения варок в единицу времени зависит тоннаж, полученный на выходе.
Далее, после этапа варки – экструзия, являющаяся важным и сложным процессом. Процесс происходит в закрытой батареи отсеков, где на встречу друг другу двигаются валы и формируют непрерывный жгут продукции из сахара, патоки и сиропа, который отправляется в холодильник для охлаждения и дальнейшего запуска по процессу.
Охлаждение. Интуитивно понятный шаг процесса. Охлаждающий уровненный холодильник.
Далее формируется бесконечный жгут с начинкой внутри.
Формирование конфеты в форме шарика. Это вращающийся вал, который накатывает конфету и отделяет их друг от друга.
Охлаждение и упаковка по штукам.
Замеры, проведенные в течение двух часов
Четыре упаковочных автомата, которые в автоматическом режиме разгоняются, имеют отличный запас мощности по производительности. В момент остановки одного автомата на профилактику, три автомата забирали весь вал продукции на себя на 100%, поэтому данное звено не было узким и требующим внимания.
Следующее звено для проверки – охлаждение. Так как проект проводился зимой, то мощности холодильного оборудования было достаточно, чтобы еще прибавить холода в случае необходимости, летом это нужно будет проверять.
Этап формирования конфеты и жгута имеют запас на увеличение производительности.
Этап экструзии: по словам механика, скорость предельная, по словам оператора –можно больше, но продукт испортится, и для меня это звоночек о том, что вот, где будем копать.
Варка. Оператор была самая подготовленная, так как уже молва прошла, что кто-то приехал и уже понятно, зачем приехал.
Спокойно отвечает:
– Ничего не получится.
– Почему? – спрашиваю я.
– Не справится экструзия.
– Оператор сказала, что может сделать больше, – парирую я.
– Тогда, не хватит пара на котельной, – не теряется оператор варки.
– Звоните на котельную, включайте громкую связь, обсудим, – говорю я.
– ….
– Алло, на связи котельная!
– Скажите, если мы сейчас на варке будем поднимать кол-во пара, сможете обеспечить нас паром на ближайшие три часа для эксперимента?
– Легко, три котла в работе, один – отключен. Дайте время, подключу и все будет.
- ….
Я улыбаюсь.
Ситуация всегда одинакова, ну или почти всегда. Людям свойственно все новое воспринимать сначала с позиции непринятия, все новое таит неизведанное, а значит возможную опасность, поэтому я понимаю оператора на все 100.
Раз пара можно дать больше, вопрос на сколько больше можем варить? Сейчас 1200 литров за 20 минут по параметрам экрана управления.
– Может ли дать 1230?
– Да.
– А 1250
– Да
– А 1260?
– Ну, наверное.
– Ок, добавляйте по 10 литров каждую следующую варку, приняли решение.
Когда решение принято, задача следующие три часа наблюдать, что будет твориться на линии с продуктом, с оборудование, с простоями, с качеством.
В процессе данного наблюдения за три часа дошли до 1250 л/варка сделали выводы:
- Пара хватает.
- Оборудование варит.
- Экструзия разгоняется, но нет стабильно выхода продукта – плывет.
- Формирование конфет успевает, но не все в порядке, идет налипание, торможение оборудования для чистки.
- Упаковка идет без сбоев все отлично.
Сделана основная работа, устранено возражение – это невозможно.
Теперь возможно, но вопрос насколько возможно
В итоге первые сутки отработали на скорости 1235 л/варка.
На утро! Все были настроены оптимистично и эксперимент вновь был повторен, но теперь повышали медленнее не по 10 литров в час, а по 5 в час.
В итоге значение варки остановили на уровне 1253 л /час, это увеличение производительности линии на 4%.
Далее увеличение нецелесообразно, так как узкое место. Экструзия уже работает на максимум, и разогнать ее далее возможно только изменением конструкции экструзии и частичной реконструкции линии.
В итоге производительность линии выросла на 1 тонну в смену и соответственно:
- на 2 тонны в сутки;
- 60 тонн в месяц;
- 720 тонн в год.
Устранение «узкого» места
Без инвестиций, нового оборудования и каких-либо вложений устранили «узкое» место и снизили себестоимость продукции, так как капитальных ресурсов не использовалось больше.
Такие проекты делают только командно, от вовлечения каждого сотрудника зависит результат, так как очень легко на любом этапе загубить работу некорректным поведением/отношением, невниманием к мелочам.
Выжать максимум
Но на этом проект не закончился. Было еще обнаружено одно место улучшения в процессе, где был снижен % возвратного брака и затраты в производстве.
В формирование конфет участвуют четыре единицы оборудования. Каждое оборудование состоит из двух валов, которые двигаются навстречу друг другу и формируют круглую конфету.

И с каждого края жгута образуется обрезок хвостика, который падает в ящик, и отправляется на повторную обработку.
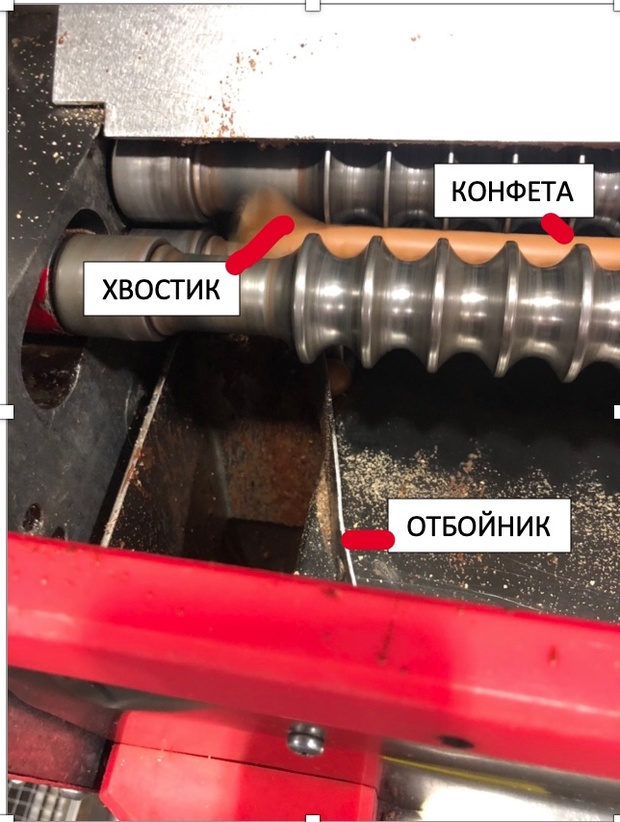
Из 8 краев, в 6 краях вместе с хвостиком на построчную обработку попадали и хорошие конфеты, так как перегонка, которая была создана самостоятельно, теряла угол направления и не отрабатывала на 100% .

После оглашение данной проблемы инженерная служба взяла данную проблему в работу, и отрегулирована углы отбойников.
Это, как вы понимаете, не увеличило нагрузки на «узкое» место но добавило готовых конфет на упаковку.
В продукте получилось добавить:
- за смену 150 кг;
- за сутки 300 кг;
- за месяц 9 т;
- за год 108 т.
Заключение
Такие проекты идентичны по своему ходу и развитию, так как в каждой производственной линии имеется узкое место соглсно теории ограничения систем Э.Голдрата, которое можно расширить в пропускной способности. Либо же загрузить на максимум, что позволит увеличить производительность труда, снизить затраты, уровень брака, себестоимость, тем самым повысить эффективность бизнеса и увеличить прибыль компании без больших инвестиций в оборудование и реорганизации производства.
Суммарно за один месяц проекта получили 828 тонн дополнительного продукта в год, без новых инвестиций, оборудования, линий, людей.
И такое улучшение можно провернуть в 99% процессах производственных компаний России и СНГ.
Читайте также:






































Мое инженерное образование негодует против такого простого подхода. Техника и техносфера живет по своим законам, неплохо делая что либо их знать. Любая интенсификация процессов должна учитывать возрастающие риски и затраты и работать на некоем оптимуме затрат.
1. Вы увеличили скорость варки:
- увеличились температуры - в результате этого действия у Вас расход пара на единицу продукции вырос и поменялся тех процесс варки. Возрасли риски пригаров карамельной массы. И за счет интенсификации безусловно сократился срок интервалов ТО.
2. холодильник им всегда стоит заниматься. Измерять перепады температур и точки конденсации фреонов, для выведения на оптимум по затратам по электроэнергии. Видимо банально технических компетенций не достаточнои заниматься не стали.
3. Этап экструзии. Рабочий орган это два вала. Работают они в достаточно напряженно режиме, ясно что срок работы подшипниковых узлов сокращается. И если подшипники работают в достаточно нагруженном режиме даже небольшое увеличение интенсивности кратно сокращает срок их замены.
Саморазогревание экструдированной массы - и как результат брак.
4. Формовка - после ускоренной экструзии перегретый стержень начинал давать брак на формовке.
По итогу оптимизации Вы вывели линию в крайне нестабильный и геморойный режим работы. И она при изменении параметров сырья, внешних температур 100% будет сбоить. Вас будут материть и вспоминать недобрым словом. Увеличили затраты на энергоносители на единицу продукции проводя варку под большей температурой.
Теперь давайте представим что эту работу проводил высококвалифицированный технический персонал что бы делали они.
1. Померили бы состав дымогарных газов на парогенераторе и настроили бы горение в оптимум. Подняв КПД парогенератора на 3-4%. Написали бы отчет по экономии газа.
2. Настроили бы холодильное оборудование на оптимум и замеряли бы потребляемую мощность до и после и написали бы отчет по экономии электроэнергии.
3. Полазили бы по линиям диаэрации, конденсата и водоподготовки, посчитали потери тепла на них и выдали заключение об потерях энергии на этих стадиях.
4. В крайнем случае полезли бы в линию экструзии и написали бы заключение об необходимости организации охлаждения валов и формованной массы непосредственно в рабочей зоне для интенсификации процессов экструдирования.
По результату работы понятный результат в виде считаемой экономии и полное отсутствие рисков связанных с технологическим гемором. Директор показал отчет сосбтвеннику и сэкономил, Вы получили деньги и понятно за что. Ничего не сломали и не испортили и когда послезавтра что то сломается случайно, никто не будет вспоминать о Вас и связывать поломки с Вашим появлением.
Во-первых, четвёртый котёл не просто отключён. Это резервный котел. После изысканий автора резервов в котельной нет. И это зимой. Если ударят морозы и выйдет из строя один из основных котлов, то и производство будет под вопросом и люди могут замерзнуть. Думаю, это и имела в виду оператор варки, когда сказала, что в котельной пара не хватит. А мастер котельной решил видимо "понтануться" и запустил в штатной ситуации резервный котёл.
Во-вторых, у автора опять что-то с цифрами. Получается, что оборудование данного завода работает 720 смен в году. Причём, смены не 8-часовые,а 10-часовые. Я в жизни не видел оборудования, у которого была бы гарантия производителя на более чем 300-320 смен в году бесперебойной работы.
Константин, мы то с Вами знаем что работающее оборудование само по себе ценности не представляет. Оно ценно только если мы можем ритмично сбывать весь выработанный объем продукции и подвозить ресурсы для производства. То есть любая производственная линия вписана в гораздо более длительную цепочку создания добавленной стоимости. И прибавление производительности 4% может вообще не сказаться на общем результате или сказаться негативно.
При такой сменности можно удвоить или даже утроить количество оборудования и амортизация не будет играть какой то значимой части в структуре затрат.
Кстати очень интересно помимо технических подробностей в таких статьях видеть хоть какую то экономику. К примеру добавленную стоимость на одного работника до и после. Стоимость ОС предприятия на одного работника и пр. Энерговооруженность на 1 работника, коэффициент сменности основного и вспомогательного технологического оборудования, коэффициент автоматизации и тд. Эти вроде бы бессмысленные циферки помогают не сильно вникая в детали понимать куда направлять усилия.
Вспомнилась история из поздесоветского прошлого - я молодой сепециалис в качестве перводчика вынужден был переводить переговоры наших с ненашими (датчанами, но это неважно). Датчане говррят - вот вам техдокументация на оборудование на 20 тонн в сутки. Наши - а тридцать тонн оно выдасть? Датчане - не понимая - у нас есть оборудованияе на 30 тонн в сутки - но мы техдокументацию на него не взяли. вы же просили на 20 тонн. Вам надо на 30? Наши - тет нам надо на 20, но мы на нём будем стараться делать 30. Я на этом сломался, и попросил прекратить переговоры до прибытия настоящего переводчика))) Чем завершились не знаю.
Алексей, для того чтобы все это отслеживать нужна аналитика: кто-то должен собирать данные, особым образом структурировать эти данные, обрабатывать их и т.д. Вы думаете в рассматриваемой организации она есть, раз они прибегают к подобным консалтинговым услугам? :) Думаю, что ее там нет. На мой взгляд, это вотчина собственника российского обыкновенного, рассматриваемого в созданной Вам дискуссии. Какая такая аналитика-шманалитика? Какой такой MBA-NBA? Это все западные штучки-дрючки. Мало того, что развод на бабки, так ещё и к жизни не применимо. Главное, брать больше, а кидать дальше. И денег рабочим поменьше платить - ибо нефиг. Да и кто они такие, в конце концов? Пусть будут благодарны, что им дают возможность хоть что-то заработать. Собственник - творец, а работник -никто. Это понимать надо!
Уверен, что тот отбойник был специально криво установлен. Ну, чтобы рабочие могли принести домой немного халявных конфет собственного производства. Потому как на свою скромную зарплату они не имеют возможности их покупать.
Я начал приходить к выводу что, собственник - это не какой-то юридический или экономический термин, а определённый уровень мировоззрения предпринимателя. Причём, уровень довольно приземлённый, потому что основан на непомерно раздутом эго, гедонизме, жадности и тд. Этакий голодный волчонок, вдруг вкусивший свежего и сочного мяса. Разумеется, причиной своего успеха он считает только самого себя. Ни в кого и не во что не верит, кроме денег. Ну, и разве что ещё верит в силу чуда, волшебства. В детстве любил сказки, наверное. Наверное, этим и объясняется обращение к консультациям, описанным в статье.
Еше добавлю про котлы. Если для выпуска 1200 кг нужно 3 котла, то это 1 котел на 400 кг.
Запуск же резервного котла, получается осуществляется для производства 53 кг. Как-то напоминает стрельбу из пушки по воробьям. Кто-то считал, наскоько вырастает себестоимость продукции?
Также надо разбираться с тем, что если изначально четвертый котел, был предназначен в качестве резервного на случай планового ТО или ремонта основных котлов, то можно ли по его вообще начинать использовать для этих целей?
Константин, ну а зачем для халявных конфет нужен кривой отбойник? Думаете работникам дома непременно нужны круглые конфеты? Вполне себе можно нагрести и неформованных.
Согласен с автором - % неэффективных производств в России (и не только) очень высок.....
Павел спасибо!
Меня до сих пор удивляют специалисты-эксперты, которые вместо радости и поддрежки таких производств и кейсов на просторах РФ, начинают искать изъяны во ВСЕМ и говорить, что плохо делать "по-новому", а лучше работать как раньше, по -старинке)!
Отличный практический кейс)! Согласен в нашей ментальности есть рывкообразное ведение дел , сделал много и потом перерычик, чтобы был) У немцев, датчат и японцев - надо медленно, но постоянно!
Рассматривая ситуацию сегодншнего дня - НАШИ покупая оборудование за $ и Еврики, делают ивестиции в надежде окупить это оборудование в расчетные сроки по проекту !
Но с той скоростью, как меняется коньектура мирового рынка и курсы валют, то даже в процессе согласования проекта линия может подрасти в x2 раза за ночь)!
Поэтому не удивительно, что такие вопросы задаются.
Хотя Немцы и Датчане теперь на новых линия ставят Ограничения в программах по увеличению скорости, которые можно обойти только написав им, чтобы они сняли блокировку на изменения)