

По моему опыту, среди предпринимателей распространено мнение, что наемного работника можно только заставить совершенствовать свою работу, но никак не вдохновить на это. Более того, редкий предприниматель сам инициирует перемены в рабочем процессе — в основном он приходит к этому, когда его вынуждают условия. У тех же, кто не мирится с имеющимся уровнем развития, а постоянно стремится к большему, у кого есть «боль» и ярое желание устранить проблемы — именно у них и получается добиться больших цифр и значимых результатов в бизнесе.
Я убежден, в обнаружении изъянов в работе и ее оптимизации эффективны инструменты бережливого производства (БП). Одни компании создают собственные отделы БП — как, например, это делают «Сбербанк», «Газпром», «КаМАЗ», «Русал». Другие предприятия выбирают иную модель работы и привлекают специалиста со стороны, который анализирует систему производства, находит лишние затраты и способы их устранения и обучает персонал системе поиска этих затрат.
В этой статье я приведу пример работы специалиста бережливого производства и расскажу о сотрудничестве с кондитерской фабрикой, на которой удалось применить инструмент SMED (быстрая переналадка) и увеличить производительность линии на 10,8 млн единиц продукции в год и прибыль на 10,8 млн рублей в год на одной линии карамельного глазирования.
Как применяется инструмент SMED
Ко мне обратился директор кондитерской фабрики с задачей обучить сотрудников быстро переходить с продукта на продукт, не теряя производственное время работы оборудования. Выбор участка по реализации в рамках проекта пал на линию карамельного глазирования. Эта линия была и так производительной, но спрос продукта на рынке превышал предложение. Понимая, что работу на линии можно сделать продуктивнее, директор искал способы сократить время переналадки.
Время переналадки — это процесс перестройки линии производства с одного вида продукта на другой. Когда, например, производится вафля с глазурью и орехом, а потом необходимо перестроиться на вафлю с глазурью и кукурузными шариками. Поскольку орех — аллерген, который нельзя смешивать с другими продуктами, перед изменением покрытия вафли необходимо помыть всю линию.
Проблема для производства заключается в том, что пока идет процесс переналадки, линия останавливается и ничего не производит. Инструменты бережливого производства позволяют найти работу, которую можно улучшить, чтобы сократить время простоя.

Работа команды по разработке нового подхода в переналадке линии
Над улучшением этого процесса мы с сотрудниками фабрики работали 3 дня в живом формате и 3 месяца в дистанционном. Я объяснял им, какие виды потерь есть, как определить каждое время, в чем они отличаются, и как разработать корректирующие мероприятия. Обучение не ограничивалось теорией, я вовлекал их в процесс, чтобы в дальнейшем они уже без меня могли самостоятельно оптимизировать свою работу.
Для обучения я организовал 4 команды по 4 человека. В них входили механики линии, начальники цехов, мастера и несколько сотрудников линии. Первый день ушел на теоретическое обучение. Разбирали 8 видов потерь, SMED, диаграмму «Спагетти» и показывал в качестве примеров другие подобные кейсы, чтобы у команд сформировалось четкое понимание того, что они должны будут сделать.
Замечу, что обучение никогда не проходит без сопротивления сотрудников. Довольно сложно изменить мнение с «у нас и так все хорошо» и «ничего из этого не выйдет» на «давайте еще улучшим вот это». Стадия отрицания есть всегда, когда человек сталкивается с чем-то новым. Так что в первый день мы занимались и обработкой этого сопротивления, подготавливая сотрудников психологически.

Процесс защиты итогов проекта сотрудников фабрики. Сотрудник рассказывает о том, какие мероприятия разработаны для улучшения процесса
На второй день команды перешли от теории к практике и тренировались на пилотном участке, где переналадка длилась всего 20 минут. Сотрудники действовали по изученному алгоритму и определяли в этом промежутке 4 вида времени — внешнее и внутреннее время, время настройки и потери.
Внутреннее время — это время, когда производятся действия, которые невозможно осуществлять без остановки оборудования. Внешнее время — это когда можно совершать действия без остановки оборудования. Время настройки — это временной промежуток, когда производятся пробные партии товара, а во время потери сотрудниками совершаются действия, не приносящие ценности процессу.
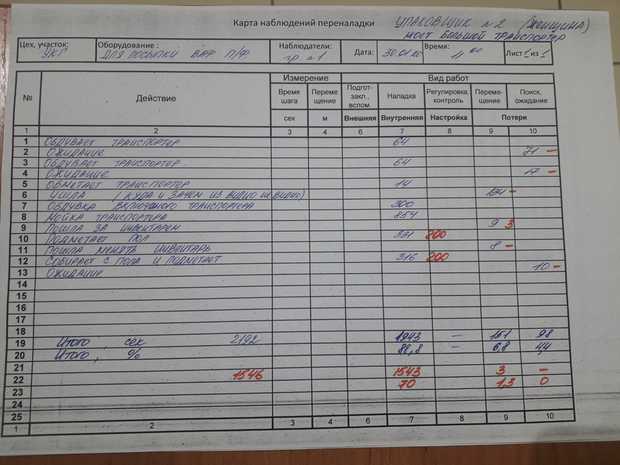
Карта наблюдений переналадки линии глазирования «Упаковщик № 2, мост Большой транспортер»
После определения этих времен перед командами стояла задача перенести внутреннее время во внешнее, сделать внутреннее, внешнее время и время настройки минимальным, а также устранить время потерь. То есть сделать так, чтобы часть переналадки происходила одновременно с процессом производства. Например, ранее сотрудник шел за пленкой, и на это время автомат останавливался. Нужно было изменить стандарт действий сотрудника, чтобы автомат еще работал, когда человек шел за пленкой.
Весь второй день команды искали работы, которые можно сделать без остановки оборудования. Придумывали, как можно изменить эти действия, чтобы производство продолжало работать.
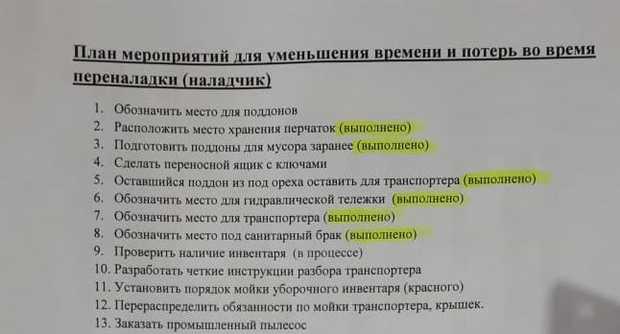
План мероприятий для уменьшения времени и потерь во время переналадки на должность «Наладчик»
На третий день команды уже применяли полученные знания и навыки на линии карамельного глазирования.
На старте наблюдения зафиксировали время переналадки — 84 минуты. Столько длился момент от остановки предыдущего продукта до запуска нового продукта.
Все команды следили за шестью сотрудниками, занимающимися переналадкой и фиксировали, какие действия выполняет каждый, и сколько времени у него на это уходит. Где-то делали хронометраж, где-то записывали на видео.
В итоге разработали план действий, из которого я приведу часть мероприятий на должность «наладчика»: заранее подготовить поддоны для мусора, обозначить места для гидравлической тележки и транспортера, изменить стандарт объема загрузки сырья, чтобы меньше сгружать, перенести места доступа воды, чтобы делать меньше шагов за водой, изменить систему распыления остатков на линии на систему всасывания остатков и так далее.
После реализованных мероприятий и изменения стандартов переналадки для шести сотрудников время переналадки стало длиться 53 минуты, и мы выиграли на одной переналадке 31 минуту.
Мы достигли цели, и теперь командам нужно было установить новые стандарты для переналадки. Они актуализировали инструкцию для всех сотрудников, чтобы теперь каждая смена, каждая бригада могла сделать это сама за 53 минуты, а не за 84, как раньше. Это был первый этап улучшений, и я уверен, что позже команда повторит замеры и еще улучшит время.
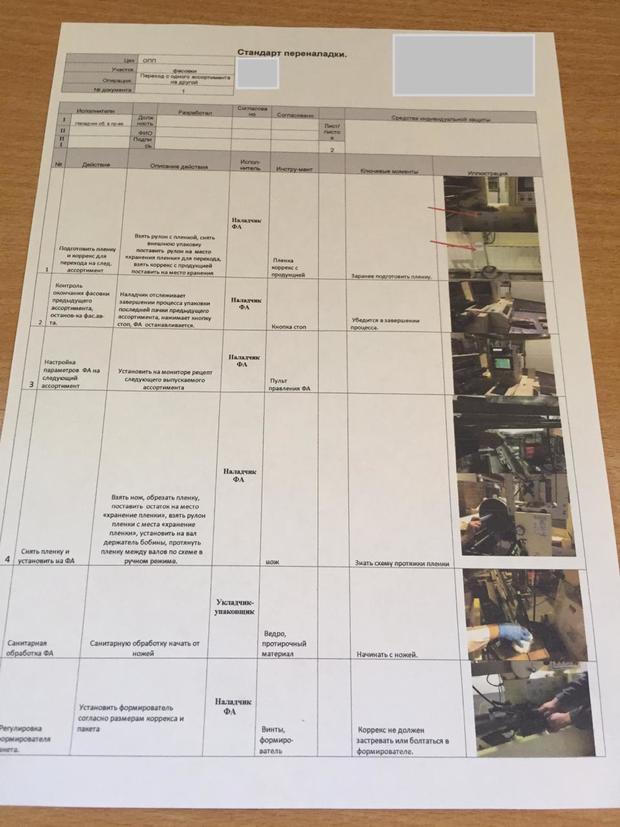
Новые стандарты по переналадке линии
Результат:
- Время переналадки: 53 минуты.
- Прибавилось: 54 часа дополнительной работы линии в год.
В год получается 104 переналадки на одной линии фабрики, то есть 9 переналадок в месяц. Если умножить сэкономленные 31 минут времени на 104 переналадки, то получается, что мы выиграли 54 часа работы линии в год.
- Прибавилось: 10 , 8 млн рублей в год только на одной линии.
За 54 часа производится глазирование 200 штук. А в год это дополнительные 10 ,8 млн штук. Каждая вафля приносит 1 рубль чистой прибыли, значит, фабрика получила 10 ,8 млн рублей дополнительной прибыли в год.
- Появилась возможность: зарабатывать в среднем 10,8 млн рублей в год со всех своих аналогичных линий дополнительно.
Поскольку линий карамельного глазирования на фабрике несколько, то полученный эффект мультиплицируется.
Как закрепить результат
Проект проходит всего в 3 дня, что для руководителя намного удобнее и выгоднее, чем обучение сотрудников в течение нескольких недель. Однако на этом все не заканчивается — нужно не только обучить, но и проконтролировать, чтобы персонал и дальше применял полученный навык и получил результат в начатых проектах. Так что, в течение последующих 2-3-х месяцев мы с командами устраиваем онлайн-встречи по Skype, и они рассказывают, как применяют новую систему и как создают новые стандарты. Чтобы понимать эффективность внедренной системы, важна обратная связь именно от сотрудников «с полей».

Онлайн-встреча по Skype с обученными сотрудниками фабрики
Вообще, есть два подхода к ведению проекта и достижению результата — консалтинговая и коучинговая схемы работы. Различие в том, при консалтинговой схеме работы эксперт вносит изменения в работу вместе с клиентом или за клиента, а при коучинговой эксперт позволяет клиенту делать шаги самостоятельно, ошибаться, пробовать вновь. Задача эксперта — помочь клиенту увидеть следующий шаг.
Я считаю, что коучинговый подход эффективнее, поскольку для освоения информации человек должен применить знания на практике, ведь люди по своей природе ценят только свою работу. Когда сотрудники только начинают вникать в процесс, новая информация вызывает у них выработку гормона стресса кортизола. Новое еще не знакомо им, и они его автоматически отвергают — так устроен наш мозг.
Если форсировать события, торопить людей, критиковать и наказывать за невыполнение, то кортизола будет выделяться еще больше и, соответственно, у сотрудников будет негативное закрепление новых знаний и негативный опыт, связанный с новым проектом. У людей не будет желания работать.
Необходимо поддерживать сотрудников и применять новые знания вместе с ними, причем, плавно — не торопить, а позволять усваивать знания в их собственном ритме, и еще и хвалить за каждый шаг. Тогда они будут постепенно и позитивно принимать новое, и у них будет вырабатываться гормон удовольствия дофамин. За 2-3 месяца еженедельной работы с поддержкой эксперта у сотрудников сформируется привычка вносить в свою работу улучшения на постоянной основе.
Я сторонник дофаминового закрепления и тому, что это работает лучше, я вижу наглядные подтверждения — по окончании проектов директора говорят, что люди начинают проявлять инициативу и работать с большим удовольствием.
Бывают ситуации, когда сотрудники халтурят и ничего не делают по проекту — тогда я привлекаю их руководителя. Понятно, что нельзя пройти путь принятия и внедрения новой системы моментально, поэтому каждую неделю я подталкиваю работников понемногу. Не страшно, что они не ввели изменения одну, вторую неделю, но если динамика не меняется уже и третью неделю, значит, пора подключать к «подталкиванию» директора. Результат обучения во многом зависит от руководителя — кто-то обучается вместе с командой, а кто-то отстраняется. Но результат проекта всегда делится 50 на 50: часть — за директором и командой, а часть — за экспертом.
В проекте на кондитерской фабрике применялась коучинговая схема с дофаминовым закреплением и 100% вовлеченностью директора в процесс обучения и работы всех команд. В результате инструмент SMED вошел в привычную деятельность персонала. На фабрике осталось 16 обученных сотрудников, и каждый из них начал самостоятельно делать аналогичные переналадки в своих цехах — по производству крекеров, конфет, печенья.
Получается, если каждый сотрудник компании, обученный инструменту бережливого производства, будет выделять хотя бы по 30 минут в месяц на анализ своей работы и ее оптимизацию, производительность и выручка этого предприятия увеличится в разы.
Читайте также:







































Олег, спасибо!
Видно, что в теме вы !
Не у Вас случайно на предприятии Сергей Литти разворачивал производственную систему ?
А с чего вы взяли, что не требуется делать смену продукта ?
Быстрая смена продукта, позволяет предприятию очень гибко реагировать на потребности клиентов и не делать перепроизводство одного вида продукта , замораживая капитал и создавая себе проблемы в виде не нужных запасов.
География СНГ конкретно данного вида продукции. А так Холдинг работает на Мир.
Отлично. А какова структура, хотя бы СНГ и отстальной мир (развитые страны, к примеру)?
На этот вопрос ответ в моем комменте, который Вы привели
Ну, какие рутинные процедуры? Он переключался, отвлекался, т.е. он отдыхал в процессе. Теперь же наладчика заставили делать все по хронометражу как робота, но все "лишнее" как вы говорите, не убрали, а заставили его же устранять. Все это закончится тем, что будет регламентированный процесс "наладка", который будет занимать 53 минуты, и будет нерегламентированный процесс "подготовка к наладке", который будет занимать 31 минуту. Т.е. те же 84 минуты это будет занимать. Беда в том, эту 31 минуту он будет "выкраивать" из других работ.
Олег, неужели Вы хотите сказать, что при прежнем времени переналадки, они не смогли бы увеличить объемы на 2,6%? :) Есть наработка, есть удлиненные смены, выходные смены. Там всего 7 смен по году нужно. Допустим, сверхурочно выходят 5 человек с зарплатой 2000 руб. за смену. 5*7*2000 + соц налог = 91000 руб. Учитывая то, что прибыль на одну вафлю равна около 1 рубля, доп. затраты в расчете на одну вафлю составят: 91000/10,8 млн = 0,008 копеек, т.е. меньше одной копейки. :) И при этом ещё дали бы немножко подзаработать людям. С точки зрения корп культуры был бы только плюс.
Нет, конечно эффект от SMED в размере 10,8 млн. руб. выглядит убедительно и солидно. Кому-то изначально можно бонус хороший попросить. Только все это на бумаге. Это напоминает притчу про Ходжу Насреддина. Он захотел пожарить шашлык, приготовив 5 кг мяса. Отлучился мангал разжечь, вернулся - мяса нет. Побежал на улицу искать. Вдруг увидел кота. Схватил его, покрутил в руках. Подумал вслух:"Да, пожалуй, 5 кг мяса в нем могло поместиться. С другой стороны, если отнять эти 5 кг, где же тогда сам кот?"
Артем, ничего личного. Вы молодец, нашли свою нишу.
Что касается представленной диаграммы, то я давно в курсе подобного мифотворчества. Не буду делать скидку на способы организации производства, уровень автоматизации, требования законодательства и т.д. Хотя это тоже влияет. Предложу Вам сформировать похожую диагармму, в которой производительность труда будет выглядеть как ВВП в долларах на 1 доллар зарплаты ( можно даже по паритету). Очень удивитесь.
Не видя вживую, могу только предполагать )))
Понятное дело, что на 2.6% подпрыгнуть разок любой сможет. Тут дело в системе таких прыжков (типа, десять старушек - рубль!) Вся идея БП на этом и строится, "выявил-устранил-стандартизовал", и так сто раз. То, что наладчик будет больше времени "разминаться на старте", это нормально. Если решена задача максимального высвобождения мощностей от ремонтов, то далее всё от пром.программы зависит (расширять такое оптимизированное производство или сокращать высвободившееся).
Да, конкретный пример это детские крики на лужайке, жизнь показывала и "в разы" рост производительности вообще одной мотивацией, а уж при добавлении БП... Но тут важна система для закрепления таких изменений, иначе откат будет )))
Можно и с детсада начинать, опыт Японии в помощь ))
Именно поэтому так делать нельзя. Жаль, руководства мало это понимающего и готового давить - начинать-то с себя придётся...
Да. Но не только, у нас "всю систему менять надо". Щастье, что уже не только у нас...
Неа, мы с другой стороны, методы управления развиваем и внедряем в меру сил )))
Самое интересное то, что после совещаний smedчики поняли, что корень проблем - наладчик. Как говорится, у сильного бессильный виноват.
Что касается "прыжков", то-то я смотрю, что ВВП страны растёт на 1,5-2% процента ежегодно. Ребята-smedчики стараются...:)
Сократили время переналадки линии с 84 минут до 53. Это в любом случае положительный результат. Далеко не выдающийся, но результат. К тому же работники, будем надеяться, чему-то научились. Будем считать, что это первый шаг и работа будет продолжена дальше. Но расчеты экономического эффекта, это, конечно, - лапша на уши.
Такие расчеты возникают либо из-за желания консультанта показать ценность и оправдать стоимость своих услуг, либо из-за плохого понимания самого Бережливого производства. Либо и от того и другого вместе.
Это мнимая, существующая лишь в воображении прибыль. Кто сказал вам, что вы сможете продать эти дополнительно произведенные 10,8 млн. вафель? Если предприятие последует расчетам и совету консультанта и произведет эти 10,8 млн. штук с каждой линии, оно получит приличные затраты на производство этой продукции, затоваривание на складах и необходимость продать эти вафли до окончания их срока годности, что наверняка придется делать с большой скидкой. В итоге – убытки вместо прибыли.
ПЕРЕПРОИЗВОДСТВО! Самый главный вид потерь в БП. В таких своих «расчетах» консультанты учат своих клиентов тому, чего они должны учить избегать. Если уж вы хотите показать экономический результат, считайте, насколько вы сократили затраты! Если сократили. Результат улучшения операции еще нужно уметь превратить в финансовый.
Скажу только те страны, которые точно знаю , вся РФ, Белорусия, Казахстан, Узбекистан, Киргизия, Китай, Индия, Израиль, Молдова, Азербойджан, Арабские Эмираты , Австралия.
Один никак, так как разные наполнители перед глазированием и работа от заявки. Поэтому переналадка данность.