

По моему опыту, среди предпринимателей распространено мнение, что наемного работника можно только заставить совершенствовать свою работу, но никак не вдохновить на это. Более того, редкий предприниматель сам инициирует перемены в рабочем процессе — в основном он приходит к этому, когда его вынуждают условия. У тех же, кто не мирится с имеющимся уровнем развития, а постоянно стремится к большему, у кого есть «боль» и ярое желание устранить проблемы — именно у них и получается добиться больших цифр и значимых результатов в бизнесе.
Я убежден, в обнаружении изъянов в работе и ее оптимизации эффективны инструменты бережливого производства (БП). Одни компании создают собственные отделы БП — как, например, это делают «Сбербанк», «Газпром», «КаМАЗ», «Русал». Другие предприятия выбирают иную модель работы и привлекают специалиста со стороны, который анализирует систему производства, находит лишние затраты и способы их устранения и обучает персонал системе поиска этих затрат.
В этой статье я приведу пример работы специалиста бережливого производства и расскажу о сотрудничестве с кондитерской фабрикой, на которой удалось применить инструмент SMED (быстрая переналадка) и увеличить производительность линии на 10,8 млн единиц продукции в год и прибыль на 10,8 млн рублей в год на одной линии карамельного глазирования.
Как применяется инструмент SMED
Ко мне обратился директор кондитерской фабрики с задачей обучить сотрудников быстро переходить с продукта на продукт, не теряя производственное время работы оборудования. Выбор участка по реализации в рамках проекта пал на линию карамельного глазирования. Эта линия была и так производительной, но спрос продукта на рынке превышал предложение. Понимая, что работу на линии можно сделать продуктивнее, директор искал способы сократить время переналадки.
Время переналадки — это процесс перестройки линии производства с одного вида продукта на другой. Когда, например, производится вафля с глазурью и орехом, а потом необходимо перестроиться на вафлю с глазурью и кукурузными шариками. Поскольку орех — аллерген, который нельзя смешивать с другими продуктами, перед изменением покрытия вафли необходимо помыть всю линию.
Проблема для производства заключается в том, что пока идет процесс переналадки, линия останавливается и ничего не производит. Инструменты бережливого производства позволяют найти работу, которую можно улучшить, чтобы сократить время простоя.

Работа команды по разработке нового подхода в переналадке линии
Над улучшением этого процесса мы с сотрудниками фабрики работали 3 дня в живом формате и 3 месяца в дистанционном. Я объяснял им, какие виды потерь есть, как определить каждое время, в чем они отличаются, и как разработать корректирующие мероприятия. Обучение не ограничивалось теорией, я вовлекал их в процесс, чтобы в дальнейшем они уже без меня могли самостоятельно оптимизировать свою работу.
Для обучения я организовал 4 команды по 4 человека. В них входили механики линии, начальники цехов, мастера и несколько сотрудников линии. Первый день ушел на теоретическое обучение. Разбирали 8 видов потерь, SMED, диаграмму «Спагетти» и показывал в качестве примеров другие подобные кейсы, чтобы у команд сформировалось четкое понимание того, что они должны будут сделать.
Замечу, что обучение никогда не проходит без сопротивления сотрудников. Довольно сложно изменить мнение с «у нас и так все хорошо» и «ничего из этого не выйдет» на «давайте еще улучшим вот это». Стадия отрицания есть всегда, когда человек сталкивается с чем-то новым. Так что в первый день мы занимались и обработкой этого сопротивления, подготавливая сотрудников психологически.

Процесс защиты итогов проекта сотрудников фабрики. Сотрудник рассказывает о том, какие мероприятия разработаны для улучшения процесса
На второй день команды перешли от теории к практике и тренировались на пилотном участке, где переналадка длилась всего 20 минут. Сотрудники действовали по изученному алгоритму и определяли в этом промежутке 4 вида времени — внешнее и внутреннее время, время настройки и потери.
Внутреннее время — это время, когда производятся действия, которые невозможно осуществлять без остановки оборудования. Внешнее время — это когда можно совершать действия без остановки оборудования. Время настройки — это временной промежуток, когда производятся пробные партии товара, а во время потери сотрудниками совершаются действия, не приносящие ценности процессу.
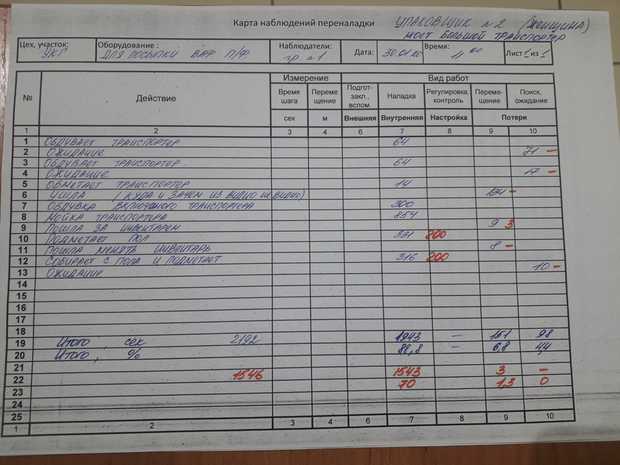
Карта наблюдений переналадки линии глазирования «Упаковщик № 2, мост Большой транспортер»
После определения этих времен перед командами стояла задача перенести внутреннее время во внешнее, сделать внутреннее, внешнее время и время настройки минимальным, а также устранить время потерь. То есть сделать так, чтобы часть переналадки происходила одновременно с процессом производства. Например, ранее сотрудник шел за пленкой, и на это время автомат останавливался. Нужно было изменить стандарт действий сотрудника, чтобы автомат еще работал, когда человек шел за пленкой.
Весь второй день команды искали работы, которые можно сделать без остановки оборудования. Придумывали, как можно изменить эти действия, чтобы производство продолжало работать.
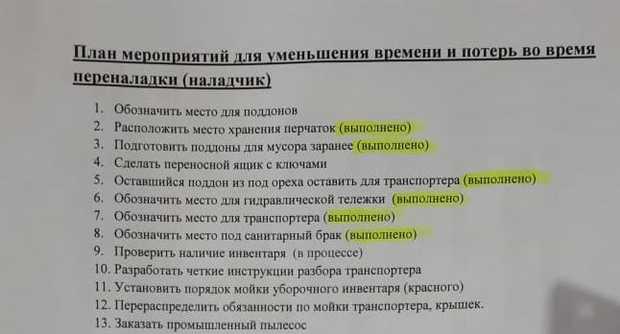
План мероприятий для уменьшения времени и потерь во время переналадки на должность «Наладчик»
На третий день команды уже применяли полученные знания и навыки на линии карамельного глазирования.
На старте наблюдения зафиксировали время переналадки — 84 минуты. Столько длился момент от остановки предыдущего продукта до запуска нового продукта.
Все команды следили за шестью сотрудниками, занимающимися переналадкой и фиксировали, какие действия выполняет каждый, и сколько времени у него на это уходит. Где-то делали хронометраж, где-то записывали на видео.
В итоге разработали план действий, из которого я приведу часть мероприятий на должность «наладчика»: заранее подготовить поддоны для мусора, обозначить места для гидравлической тележки и транспортера, изменить стандарт объема загрузки сырья, чтобы меньше сгружать, перенести места доступа воды, чтобы делать меньше шагов за водой, изменить систему распыления остатков на линии на систему всасывания остатков и так далее.
После реализованных мероприятий и изменения стандартов переналадки для шести сотрудников время переналадки стало длиться 53 минуты, и мы выиграли на одной переналадке 31 минуту.
Мы достигли цели, и теперь командам нужно было установить новые стандарты для переналадки. Они актуализировали инструкцию для всех сотрудников, чтобы теперь каждая смена, каждая бригада могла сделать это сама за 53 минуты, а не за 84, как раньше. Это был первый этап улучшений, и я уверен, что позже команда повторит замеры и еще улучшит время.
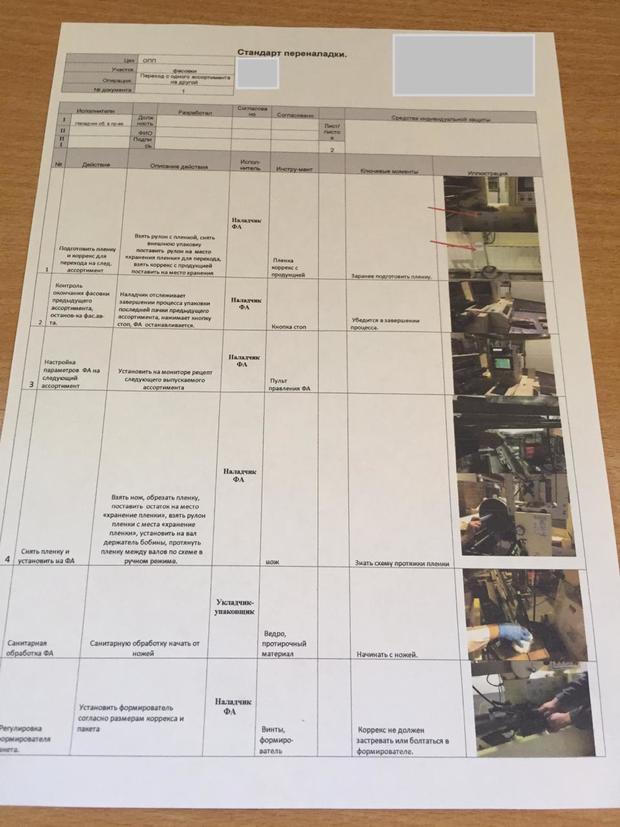
Новые стандарты по переналадке линии
Результат:
- Время переналадки: 53 минуты.
- Прибавилось: 54 часа дополнительной работы линии в год.
В год получается 104 переналадки на одной линии фабрики, то есть 9 переналадок в месяц. Если умножить сэкономленные 31 минут времени на 104 переналадки, то получается, что мы выиграли 54 часа работы линии в год.
- Прибавилось: 10 , 8 млн рублей в год только на одной линии.
За 54 часа производится глазирование 200 штук. А в год это дополнительные 10 ,8 млн штук. Каждая вафля приносит 1 рубль чистой прибыли, значит, фабрика получила 10 ,8 млн рублей дополнительной прибыли в год.
- Появилась возможность: зарабатывать в среднем 10,8 млн рублей в год со всех своих аналогичных линий дополнительно.
Поскольку линий карамельного глазирования на фабрике несколько, то полученный эффект мультиплицируется.
Как закрепить результат
Проект проходит всего в 3 дня, что для руководителя намного удобнее и выгоднее, чем обучение сотрудников в течение нескольких недель. Однако на этом все не заканчивается — нужно не только обучить, но и проконтролировать, чтобы персонал и дальше применял полученный навык и получил результат в начатых проектах. Так что, в течение последующих 2-3-х месяцев мы с командами устраиваем онлайн-встречи по Skype, и они рассказывают, как применяют новую систему и как создают новые стандарты. Чтобы понимать эффективность внедренной системы, важна обратная связь именно от сотрудников «с полей».

Онлайн-встреча по Skype с обученными сотрудниками фабрики
Вообще, есть два подхода к ведению проекта и достижению результата — консалтинговая и коучинговая схемы работы. Различие в том, при консалтинговой схеме работы эксперт вносит изменения в работу вместе с клиентом или за клиента, а при коучинговой эксперт позволяет клиенту делать шаги самостоятельно, ошибаться, пробовать вновь. Задача эксперта — помочь клиенту увидеть следующий шаг.
Я считаю, что коучинговый подход эффективнее, поскольку для освоения информации человек должен применить знания на практике, ведь люди по своей природе ценят только свою работу. Когда сотрудники только начинают вникать в процесс, новая информация вызывает у них выработку гормона стресса кортизола. Новое еще не знакомо им, и они его автоматически отвергают — так устроен наш мозг.
Если форсировать события, торопить людей, критиковать и наказывать за невыполнение, то кортизола будет выделяться еще больше и, соответственно, у сотрудников будет негативное закрепление новых знаний и негативный опыт, связанный с новым проектом. У людей не будет желания работать.
Необходимо поддерживать сотрудников и применять новые знания вместе с ними, причем, плавно — не торопить, а позволять усваивать знания в их собственном ритме, и еще и хвалить за каждый шаг. Тогда они будут постепенно и позитивно принимать новое, и у них будет вырабатываться гормон удовольствия дофамин. За 2-3 месяца еженедельной работы с поддержкой эксперта у сотрудников сформируется привычка вносить в свою работу улучшения на постоянной основе.
Я сторонник дофаминового закрепления и тому, что это работает лучше, я вижу наглядные подтверждения — по окончании проектов директора говорят, что люди начинают проявлять инициативу и работать с большим удовольствием.
Бывают ситуации, когда сотрудники халтурят и ничего не делают по проекту — тогда я привлекаю их руководителя. Понятно, что нельзя пройти путь принятия и внедрения новой системы моментально, поэтому каждую неделю я подталкиваю работников понемногу. Не страшно, что они не ввели изменения одну, вторую неделю, но если динамика не меняется уже и третью неделю, значит, пора подключать к «подталкиванию» директора. Результат обучения во многом зависит от руководителя — кто-то обучается вместе с командой, а кто-то отстраняется. Но результат проекта всегда делится 50 на 50: часть — за директором и командой, а часть — за экспертом.
В проекте на кондитерской фабрике применялась коучинговая схема с дофаминовым закреплением и 100% вовлеченностью директора в процесс обучения и работы всех команд. В результате инструмент SMED вошел в привычную деятельность персонала. На фабрике осталось 16 обученных сотрудников, и каждый из них начал самостоятельно делать аналогичные переналадки в своих цехах — по производству крекеров, конфет, печенья.
Получается, если каждый сотрудник компании, обученный инструменту бережливого производства, будет выделять хотя бы по 30 минут в месяц на анализ своей работы и ее оптимизацию, производительность и выручка этого предприятия увеличится в разы.
Читайте также:





































"Раз пошли на дело SMED и Рабинович..."
Обожаю такие статьи.
10,8 млн дополнительной прибыли за 54 часа - это 200 тыс. руб. в час. А в 8-ми часовую смену 1,6 млн. руб. Предположим, оборудование по паспорту работает 300 смен в году, с учетом времени на ППР. Тогда в год получается 480 млн. чистой прибыли! И это только с одной линии вафель. Для сравнения, на передовом ЧЛМЗ чистая прибыль составила 35 млн. руб. при обороте 4 млрд. Говорят, итальянская мафия решила продать свой подпольный бизнес и заняться вафлями. Шутка.
Иными словами, тут что-то напутано с производительностью оборудования. Я ещё допускаю, что производительность оборудования 200 тыс штук. в смену. И то если мы говорим об упаковочном оборудовании, которое только упаковывает уже готовый полуфабрикат. Однако в этом случае речь идёт о неосновном оборудовании, а вот основное оборудование будет выступать лимитирующим звеном. Иными словами, производительность первого оборудования не имеет смысла повышать, так как оно априори будет зависеть от производительности последнего. Да, конечно, можно упаковывать какие-то "левые" вафли(контрактников каких-нибудь). Но это не рубль прибыли за вафлю, а 5-10 копеек за вафлю. Таким образом, экономическая эффективность всех мероприятий по SMED можно оценить на уровне 50-150 тыс. руб. Это первый момент.
Второй момент. Как говорится, "цыплят по осени считают". С чего автор взял, что эффект в данном случае вообще будет? Во-первых, увеличится время работы оборудования на семь смен в году, следовательно возрастут затраты на техобслуживание и ремонт данного ооборудования. Во-вторых, увеличится интенсивность труда наладчика: мало того, что он будет осуществлять переналадку оборудования "в темпе вальса", так ещё он будет вынужден заранее выполнять подготовительные работы(т.е. ему будет нужно дополнительное время для этих работ или же он будет это делать параллельно с другой работой). Это может грозить тем, что наладчик начнёт хуже справляться со своими обязанностями, что, в свою очередь, может привести к обратному эффекту: выходу из строя оборудования, дополнительным простоям, увеличению доли брака, увольнению наладчика, затратами на поиски нового наладчика и т.д.
Таким образом, какого-то значимого эффекта в данной ситуации быть не может. Не говоря уже о тех страшных цифрах, упомянутых автором.
Константин, спасибо за комментарий.
Отвечаю с удовольствием)
Верно считаете , только ставите цифру работы оборудования нон стоп , но ведь в статье пишу про 54 часа в год не дополнительный день нашел в году , а полезное время работы оборудования внутри рабочего дня найдено). Поэтому 300 дней, можете не считать такую математику) С мафией шутка хороша, улыбнула)
По поводу производительности, ваше дело верить или не верить, это конвеерная линия карамельного глазирования крупнейшего предпритяия страны) ( Изучив принцип работы, ваще неверие думаю уйдет)
И круто что говорите, про узкое звено в цепи, это классика ТОС и как раз на выходе запас мощности у участка упаковки был, поэтому и затеяли проект, чтобы разогнать учаток для загрузки потока равномерно!
Как же, экономисты, виртуозно не видя процесс подвергаете все критике и вместо фактических данных, берете из неба 5 - 10 копеек))) В РФ никто за такие прибыли даже предприятие открывать не будет ( по опыту)
Эффект только мультиприцируется )
Время работы оборудования увеличивается , но увеличение происходит внутри дня , по чуть-чуть без рывков и пиковой нагрузки ( что опасное для оборудование в эксплуатации) и 54 часа в год это 2 суток+ чистого рабочего времени - ничто согласитесь .
4. Про "темп вальса" наладчика.
Так же если погрузитесь в суть применяемого инструмента СМЕД и философии LEAN PRODUCTION ( Бережливое производство), увидите, что задача как раз убрать"тупую","дурную" работу и тем самым оставить только операции полезные - добавляющие ценность продукту, чтобы сотрудник меньше упахивался и делал только полезную работу. Он работает не быстрее бегая, а продуктивнее)
Даже если следовать вашей логике - Раньше наладчик как ужаленный бегал 80 минут , сейчас как ужаленный бегает 50 минут , где он больше стал работать то ?
Страшно мне кажется лишь то, что не понимая сути, не видя вводных данных, не разговаривая с заказчиком проекта , Вы так легко можете выносить такие сужнея смелые.
А в остальном, как говорится в свободной стране живем, имеете право на такое мнение.
Еще раз спасибо за комментарий.
Извините если где-то резко ответил, не со зла.
Вот именно. Тогда зачем искать резервы производительности, если оборудование работает далеко не на полную мощность? Этим вы только озадачили наладчика, у которого теперь будет больше стимулов отойти от технологии наладки, чтобы уложиться в хронометраж или же хуже выполнять другую работу. Он же не только наладкой оборудования занимается (ремонтом, техобслуживанием, контролем бесперебойной работы, полученим интрумента и запчастей на складе и т.д ), да и не одну одну единственную единицу оборудования он обслуживает.
Но самое главное, это цифры. Получается, что производительность рассматриваемой линии может покрыть потребности не менее 5% всего рынка вафель в России. Фантастика для такого конкурентного рынка. Тем более, что стандартная линия по производству вафель физически не сможет произвести 10,8 млн. вафель за 54 часа. 10,8 млн *0,02 кг(вес одной вафли)/4500 кг (производительность линии в смену) = 48 смен или 384 часа при 8-часовой смене. Из этого следует, что речь идёт только об упаковке вафель. Но даже в этом случае производительность завышена, на мой взгляд. Поэтому я привел в соответствие эту производительность и на несколько копеек ее умножил. Эти несколько копеек - это прибыль от услуги по упаковке чужих вафель. Может быть какая-нибудь Ольга Бузова захочет вафли упаковывать в больших количествах. Это маловероятно, конечно. Но по-другому и не посчитаешь хоть какой-то эффект.
"Различие в том, при консалтинговой схеме работы эксперт вносит изменения в работу вместе с клиентом или за клиента, а при коучинговой эксперт позволяет клиенту делать шаги самостоятельно, ошибаться, пробовать вновь. Задача эксперта — помочь клиенту увидеть следующий шаг."
на самом деле нет разницы, это всё обучение (консалтинг), просто степень свободы клиент выбирает сам, при этом ясно, что
"...коучинговый подход эффективнее, поскольку для освоения информации человек должен применить знания на практике".
иначе знания хуже осядут в головах. Дело нужное, жаль в школе на технологии про методы БП не говорят, учить "бородатых детей" тяжелее )))
Артем, если Вы настаиваете на том, что подобная производительность может быть, но по каким-то причинам такой производительности нет, то в таких случаях при расчете экономического эффекта от каких-либо мероприятий принято учитывать уровень (коэффициент) фактической загрузки оборудования. Например, если 10,8 млн. руб - это эффект при 100% загрузке оборудования, а по факту она составляет 10%, то тогда реальный эффект составляет 10,8*0,1=1,08 млн. руб.
Теперь ещё про наладчика. Если раньше он работал при выполнении наладки 84 минуты, а сейчас 53, то, помимо увеличения продуктивности (дополнительные подготовительные работы смущают, но ладно), увеличилась и интенсивность его труда. Значит он будет больше нуждаться в отдыхе и будет выкраивать время на это при тех работах, где нет такого жёсткого хронометража. Лучше от этого не будет, а вот хуже - вполне. Кстати, по ТК ему положено время на отдых и личные нужды. Обычно это 40-60 минут при 8-часовом рабочем дне.
Константин, тут всё хитрее. БП хорош тем, тот же SMED в частности, что позволяет пересмотреть текущие рутинные процедуры в сторону отбрасывания "лишнего". Раз так, то нагрузка на наладчика скорее падает (по длительности) при возможном(только возможном!) росте интенсивности - лишний-то труд исключён. Тут конечно по месту смотреть надо для правильной оценки, но "втупую" - пока всё правильно. Освободившееся время он может потратить с пользой на тренировки и прочий рост его ценности )))
Насчёт денег - автор же указал на узкое место, связанное с нехваткой 100%-ой утилизации, значит они были правы, расшивая его. Оценка проста - времени на производство выделили больше, выпуск в натуре увеличился. Примерно на 2.6%, что неплохо для одного мероприятия )))
А зачем делать переналадку? Если выпускать один вид продукции, она не потребуется? Какая география продажи продукции, что обсуждается в примере?
Константин, ну правда, почему так смело пишите о ДИ сотрудника не зная иерархию и устройстро работ этого предприятия ?
Он не занимается частью того, что вы написали . И закреплен за 1 линией так как производительность линии высокая , но впрочем Вы в нее не верите.
Наладчик - не озадачивается НОВОЙ работой и уж точно не нарушает технологии. Еще раз повторяю технология Бережливого производства и СМЕД строится:
1 на анализе имеющейся картины происходящего и технологии - 2 поиска и выявление "не эффективной работы" - 3 устранения " не эффективной работы" - 4 разработки более лучшей технологии - 5 применение и обучение новой технологии
Согласен, что обучение , но на практике от этой степени свободы очень много зависит результат и его длительность жизни.
Были проекты, где командой экспертов заходили на объект и делали "под ключ" силами экспертов без привлечения сотрудников к обучению и трансформации их привычных моделей поведения - такой было пожелание Заказчика.
Достигнутый быстро результат - так же быстро умирал , так как : "А что, придут еще раз сделают")))
Сейчас работаем только с обучение сотрудников и деланием руками сотрудников!)
В детских садах Краснодарского края, которые находятся в структуре Русала учат БП) . В школах не встрчал еще, только в Вузах.
Россия, как и все страны работаем по 8 часов в день, но 50-60% времени теряем на "не полезуню работу" .
Поэтому и ВВП в час у нас печальная из-за таких вот переналадок и неэффективных организованных процессов.
А есть ведь более длительные переналадки , штапмы меняют на конвейерах автомобильных до нескольких часов доходит их смена. Хотя на заводах Тойоты в Японии аналогичная работа делается за минуты.