

Считаю анализ простоев ошибочной практикой оптимизации производственных систем. Автоматические системы управления процессами должны перенять лучшие процессные практики и методы управления по отклонениям.
Рынок автоматизированных систем для управления производством пополнился десятком систем мониторинга обещающих замечательный результат от анализа простоев. Программные комплексы эффективно реализуют неэффективные технологии управления. Для примера рассмотрим механообработку с ЧПУ.
Максимальный вариант
Для успешного выпиливания на станке с ЧПУ надо, чтобы сразу имелись:
- Задание – письменное, устное, электронное, мнемоническое распоряжение изготовить некое количество деталей к некоему сроку, это если «развертка влево». «Не спеша», «побыстрее», «как получится» – тоже относятся к таймингу, это если «развертка вправо».
- Если всего нужного у нас предостаточно, линейная гистограмма выглядит так: сам станок с ЧПУ, готовый пилить, т. е. исправный, настроенный, запитанный от энергосети и т. д.
- Оператор – специальный человек, обученный следить за тем, чтобы роботу пилилось хорошо. ЧПУ – не ЧПУ, а без оператора никак.
- Техкарта (технология) – изложенная последовательность действий, которые надо предпринять для получения правильной детали. Еще техкарта должна пояснять, как убедиться, что мы все сделали правильно, как проверить, что деталь вышла правильно. И чтобы никто не пострадал. Техкарта может выглядеть, как файлик из модной CAM-системы, как чертеж, переживший свое советское КБ, и как исповедь «Дяди Васи». Это второстепенно.
- Заготовка – некий кусок материала, приготовленный для пиления детали, или деталь, поступившая с предыдущего передела.
- УП – управляющая программа собственно выпиливания. Иногда выполняется непрерывно, иногда с перерывами на контрольные замеры, смену инструмента, переустановку заготовки, обслуживание процесса и т. д. Мы для наглядности примера возьмем УП с одной остановкой на переустановку.
- Инструмент – изнашиваемый, сменный рабочий орган для выпиливания.
- Оснастка – способы для удержания детали в нужном положении и иного вспоможения в выпиливании. Иногда может и не понадобиться, если можно обойтись штатными зажимами станка. Иногда за одну операцию может понадобиться несколько комплектов оснастки. В нашем примере их два, для первоначальной установки заготовки и для переустановки при внутренней переналадке.
- Метрологическое обеспечение (мерительный инструмент) – некие специальные штуки, позволяющие убедиться, насколько деталь соответствует чаяниям заказчика. Чаще всего применяются штангенциркули, калиброванные щупы, прикладывательные чурбанчики, контрольно-измерительные машины, Иногда эталонная или сопряженная деталь. Замеры может делать сам оператор или отдельные люди: ОТК, заводская лаборатория, военпреды, представители заказчика, сертификационные центры и т. п.
- Подающий транспорт – робот-манипулятор, «тетя Аня» с тележкой, транспортер, сам оператор или «подаван», в общем, некоторое устройство обеспечивающее подачу заготовки к месту обработки.
- Принимающий транспорт – девайс, обязанный снять готовую деталь. Иногда и подает, и принимает один и тот же девайс.
- Послеоперационный буфер – такое место, куда деталь надобно разместить после изготовления.
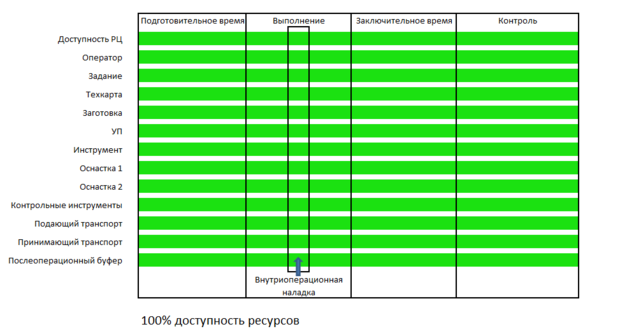
Идеальный вариант
Не все эти ресурсы нужны одновременно. Если оптимизировать бережливое производство на механоообработке с ЧПУ до совершенства, ориентируясь на замок Снежной Королевы, то выяснится:
- Доступность станка нужна только до изготовления детали. Обработка завершилась деталь сняли, станок уже не нужен Даже во время измерения станок можно вывести в техобслуживание или отключить для экономии электричества.
- Контрольные инструменты (не относящиеся к наладке) нужны только на завершающей операции.
- Если все происходит в обозначенное время, карта потребности в ресурсах станет похожа на мечту основателя Toyota Киитиро Тоёда. Канбан похож на Катану из снов самурая.

- Оператор – может не участвовать в процессе на период обработки по УП. Передохнуть, перекусить, перекурить, на другой станок переходить.
- Задание – должно быть действительно до момента подтверждения его правильного выполнения.
- Техкарта – нужна до последней операции.
- Заготовка может быть подана не к началу операции, а после подготовки станка, установки первоначальной оснастки и зарядки инструмента в магазине.
- УП может появиться почти к началу обработки. Инструмент нужен не раньше, чем магазин готов к загрузке и, в идеальном случае, освобождается по завершению обработки.
- Первоначальная оснастка, так же, нужна не с самого начала, а промежуточная оснастка, вообще может быть подана к промежуточной наладке. Освободится оснастка, первоначальная – на внутренней наладке, промежуточная – по снятию детали.
- Подающий транспорт – нужен только к моменту установки детали, а принимающий транспорт – к моменту снятия. Послеоперационный буфер понадобится только по завершению операции.
Анализ простоев
Мир не идеален. Особенно в части цены и сроков. Существует идея – создать инструмент (методологию, ПО, приспособление на станке и т. д.), позволяющую отмечать и именовать факт простоя. Потом классифицировать суммировать, анализировать. Выявить и наказать виновных, вынудив их не порождать простои в дальнейшем. Начиная с самых влиятельных причин, как и завещал Парето.
Методология простая, понятная, последовательная и неэффективная. Доказательств тому множество. В оставшуюся часть статьи поместим самые интересные.
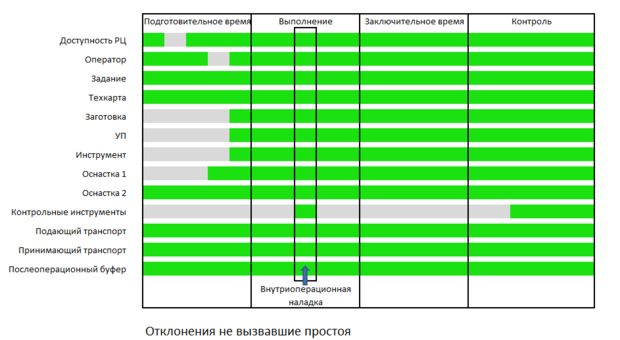
Как говорят врачи, нет здоровых – есть недообследованные. Например, появились отклонения – процесс идет в разнос, но мы не можем или не хотим это заметить, пока метастазы не вылезут наружу. Ответственный оператор или бдительный мастер успевают броситься на амбразуру и восстановить производственный поток. Растут проблемы, неучтенные и неконтролируемые «взрослые» проблемы превращаются в катастрофы.
Допустим, оператор инициировал учет простоя по отсутствию заготовки. Система мониторинга начала отмерять косяки. Сбой станка удалось исправить, и он остался не замеченным. Как и отсутствие УП, инструмента и оснастки. Оператор отлучился на неучтенный мониторингом перекур. За это время проблемы решились. Оператор успел запустить обработку в допустимых пределах. Интервал времени отметил как простой по отсутствию заготовки, срывы по подаче УП, инструмента и оснастки остались не обработанными. Реальная гистограмма выглядит примерно так:
Множественные состояния простоя
Если в предыдущей ситуации оператор не успел запустить обработку вовремя, т. е. проблемы решились за пределами отведенного на наладку времени, оператор вынужден отметить причину простоя. Ситуационная диаграмма выглядит так:
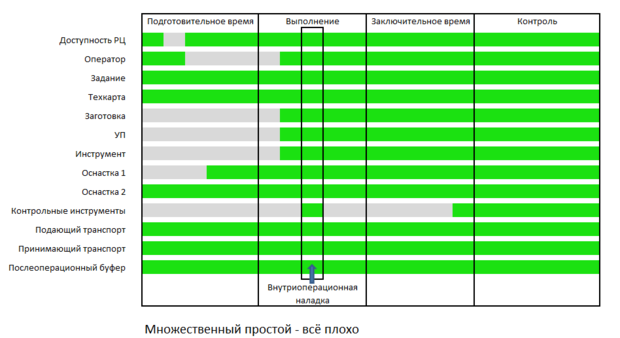
Таким образом, причина простоя, отнесенная на отсутствие заготовки, скроет отклонения по УП, инструменту и оснастке.
Ни одна из систем мониторинга на рынке не содержит механизма анализа множественных простоев, что намекает на полную бесполезность анализа простоев, как метода управления производством.
А вот совсем грустная песня. Оператор – человек ответственный, отметил начало простоя по отсутствию заготовки. Пока ждали заготовку, выяснилось – УП некорректна. Пришлось менять инструмент и оснастку.
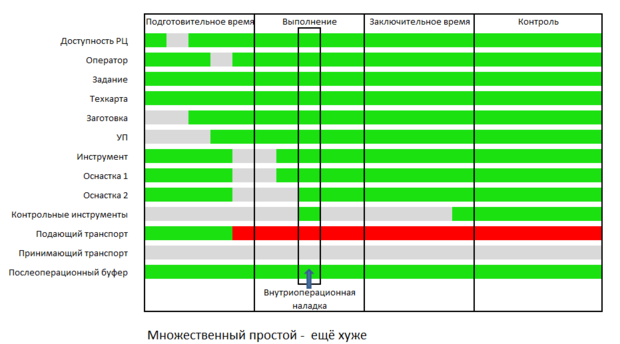
Поменяли быстро. Но именно на кого-то из них повесят простой. А может, все еще, виновата заготовка. В любом случае, мы включим в отчет неправильную причину простоя. Но это уже не важно. При смене оснастки незаметно повредили подающий механизм. Следующий цикл начнется с рассказа о медном тазе. Производство остановится. Армагеддон перейдет в Апокалипсис. Доклады специалистов будут начинаться и заканчиваться русским синонимом слова «коллапс». Самое время ранжировать причины простоев за прошлые периоды.
Скрытые простои
В этом рассказе нет простоев. Оператор на станке – Мудрый Вася. У него нет простоев. За простои наказывают. Он нормы знает назубок. Он быстренько отрегулировал станок. Вася индифферентен к Total Productive Maintenance. В парадигме Васи: исправный станок – тот, который сломается не в его смену.
У Васи свое понимание KPI – «бабки нужны». У Васи будет план и не будет простоев. Вася выверит УП, встретив там те же косяки, как и в прошлую смену, поправит их, только ему известным способом. Сходит «на перекур», по пути провернув замену инструмента и оснастки. Обработка начнется вовремя.
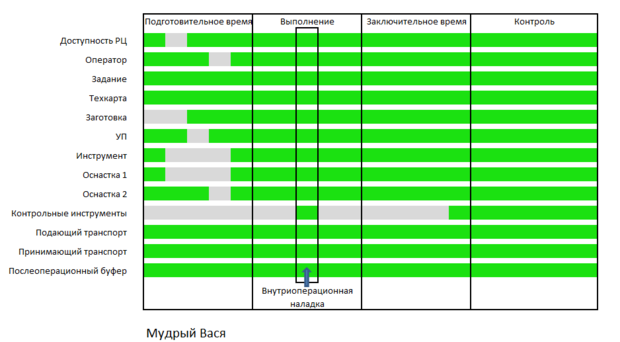
План выполняется. Простоев нет.
Теперь эта же ситуация глазами опытного паталогоанатома:
- Производительность труда – не ниже, чем в развитых странах. Станок с ЧПУ пилит с одинаковой скоростью в России, в Китае, в Японии, в Германии – везде одинаково. Вася не ленивее испанца на SEAT или итальянца на FIAT. На «цеховой уровень» падают задачи «среднего менеджмента», а ресурсы – не падают. Производительность превращается не в продукцию, а в подогрев космоса.
- Квалификация – не соответствует современному уровню технологий. Зато она адекватна среде выживания. Вася умеет получать «Порядок из хаоса», только Нобелевку, как Пригожину, ему не видать.
- Наставничество буксует. Передать наставнику навыки «оперирования в недетерминированных системах» гораздо сложнее, чем регламенты механообработки.
- Компетенции накапливаются медленно. Уходя на пенсию, Мудрый Вася не сможет передать со штангенциркулем умение «решать вопросы» – как «заначить» материал, как «вымутить» инструмент, как «отжать» оснастку. Лайфхаки Мудрого Васи уйдут вместе с ним.
Виды простоев
Анализ простоев тема неблагодарная, но модная. Многие принялись анализировать простои. Существует множество автоматизированных систем, позволяющих анализировать простои. Можно классифицировать много видов простоев. У нас в компании есть список из ~20+ причин простоев. В том числе в этот список входят:
- смена детали;
- контроль качества детали;
- уборка;
- техобслуживание;
- отсутствие наряда-задания;
- отсутствие заготовок;
- обед;
- перерыв;
- ошибки в УП;
- электрика (питание);
- электроника;
- механика;
- аварии;
- ожидание наладки;
- наладка…
При детальном рассмотрении перечисленный список не содержит простоев. Он включает:
- Производственные операции (контроль, наладка, смена детали) – выполняются по технологии или с отступлением от технологии. Технологи не зря хлеб едят. Отступления от технологии продолжаются печально – брак, травматизм, падение выработки, повреждения оборудования и т. д. Могут вызывать простои, или не вызывать простоев. В любом случае отступления от технологии надо выявлять и прекращать. Вызывают они простои или нет.
- Таким образом, причины простоев в основном состоят из двух видов: «экспортированные сверху» и вторичные – вызванные отсутствием, халатностью или некомпетентностью оператора.
- Операции обслуживания (обед, профилактика, уборка) – тоже должны проходить по регламенту.
- Аварии (станка, инструмента, электросети). Реакция на них должна быть моментальной. Ущерб, обычно, нарастает экспоненциально, не дожидаясь истечения кванта времени и маркера причины простоя. Самые интересные аварии – те, которые не вызвали остановки производства и не учтены. Предупрежден – значит вооружен.
- Ресурсное обеспечение (отсутствие заготовки, инструмента, оснастки) – могут быть диагностированы намного раньше, чем это приведет к простою.
- Организационные упущения. «Ни одна проблема не может быть решена на том уровне сознания, на котором она создана». Но нам это не указ: «Мы пойдем другим путем!» Большинство проблем в цеху родились и выросли уровнями выше. Ловить и уничтожать проблемы надо, пока еще они не проблемы, а отклонения.
Как вернуть проблему хозяину? Особенно если он выше по должности, сидит «в башне», и вообще в пять часов ушел домой, а ты в цеху и у тебя третья смена (и не приведи господь – «сдельщина»)? Как мотивировать оператора «стучать» на самого себя? Он и на других стучать не хочет.
Как это реализовать технически? Не относится к отклонениям, а реально к простоям: «Прогул», «Облом», «Понос», «Нарушение ТБ», «Обструкция» (Итальянская забастовка), «Саботаж», «Луддизм». Их даже в справочнике не. Как их отмечать в системе мониторинга?
Справочник простоев растет. К новому году он будет толще «Административного кодекса». Инструмент не принесли или принесли не комплект, или не тот, или нерабочий? Кто это заметил? Кто вернул? Насколько быстро заменили? А с первого раза или итерациями?
Явные выгоды анализа простоев
Если нужно отомстить, тому из-за кого ты не разбогател, надо анализировать простои. Для управления производством нужны иные инструменты. Принять меры, провалив план, или выполнить план.
В первом варианте – анализируйте простои. Если нужно подтвердить, что завод с полувековым лидерством в отрасли теперь проигрывает «выскочкам», по причине неправильных работников.
Какими средствами и какими способами перейти «на светлую сторону?
Пересмотрите цели и методы на всех уровнях производства – «Руководители», «Высший менеджмент», «Средний менеджмент», «Исполнители». Переход от анализа простоев (провалов которые не удалось скрыть) к управлению в реальном времени.
- Упражнение: Почему Рабочий Центр не равен станку с ЧПУ?
- Кейс для разбора: Нормативы времени и качество. Почему тайминг приводит к браку? Здесь мерилом работы считают усталость.
- Целеполагание: Эффективное производство это «Брак =0» или «Overall Equipment Effectiveness>0,9»? Что важнее (количество попаданий / количество пусков) или (цена у нас / цена у китайцев)?
- Методология: Перестраивайте процессы, а не людей. Идеальный продукт – Идеальный процесс – Обеспечение процесса – Выявление отклонений – Ликвидация отклонений.
- Идеология: Японцы учат рабочих дергать за шнур. Или ты ищешь неприятности, или неприятности ищут тебя.
- Анализ: Пройдите вдоль цеховых процессов и смоделируйте идеальный процесс и его обеспечение. Особенно нормативно-справочное обеспечение. До того, как придется назначить крайнего, самый распространенный вид простоя называется: «А что делать?».
Смена инструментария
Некогда точить пилу – надо пилить. Информационные системы для управления производством должны позволять визуализировать продуктовый поток в реальном времени, показывать ресурсную обеспеченность, определять отклонения и иметь алгоритмы обработки отклонений. Откажитесь от кнопочки: «Вася не виноватый – инструмент не принесли», в пользу кнопочки: «Несите инструмент к заказу N и побыстрее! Вася».
Еще перспективнее – АСУП которая следит за обеспеченностью заказов и соблюдением технологии. Пример реакции АСУП: «Внимание инструментального цеха! Вася готов принять заказ N без инструмента. Через 300 сек, переназначу тикет вашему шефу и депремирую его на 30%. Ваша MES:)».
В завершение несколько философских размышлений:
- Можно сократить время поезда в пути, исключив остановки.
- Можно формировать бублик, добиваясь идеальной дырки.
- Можно получить верный рецепт, отвергнув все не верные.
- Можно производить нужный продукт, к нужному сроку, с заданными свойствами, если держать руку «на пульсе» и устранить все помехи.
- Не пытайтесь очистить жизнь от огорчений, попытайтесь наполнить ее успехом.
- И, пожалуйста, делитесь опытом и впечатлениями. Как у вас оптимизируют поток создания ценности?
Фото: Pixabay






















Мое мнение - простои оборудования в первую очередь связаны с недостаточно четким планированием подготовки производства и организации внутрицеховой логистики.
Системы мониторинга типа "Диспетчер" в настоящий момент позволяют организовать сбор информации для оценки времени работы и простоев каждого рабочего места. Другое дело, что собранную информацию этим или любым иным способом нужно каким-то образом анализировать, а что еще важнее, делать выводы из анализа и вводить корректировки. Умение анализировать и вводить корректировки на цеховом уровне не является к сожалению сильной стороной начальников цехов или участков, все как обычно сводится к профессионализму руководителей, который в нашем производстве (и не только) достаточно низок.
По каким причинам - это тема для отдельного разговора.
Очень хорошая статья, наполненная действительно практическим смыслом. Но к сожалению будет интересна в основном производственным практикам, которых на этом форуме явно не большинство.
Уважаемый Игорь! А Вы не пробовали выстраивать систему от обратного конца т.е. от дяди Васи? Мой опыт подтверждает эффективность подобных методов в некоторых случаях. Предложите дяде Васе, озвучить его видение технологической цепочки и пообещайте ему максимальное содействие в облегчении его труда. Естественное желание человека получить больший результат затратив меньше усилий, часто рождает светлые идеи. Он Вам быстренько выдаст максимально оптимизированную схему своей работы и схему взаимодействия с людьми из вспомогательных подразделений. Те в свою очередь, также постараются облегчить свою часть в технологическом процессе. А Вам останется все это изучить, систематизировать и постараться внедрить.
Сыро, обрывчато, безпунктационно, но чертовски здорово! Очень полезная и питательная статья. Чувствуется, что у автора есть дополнения на целую книгу.
Мне как раз понравилось, что практический смысл из этой статьи применим и к другим областям деятельности, например, к проектной. "Некогда точить пилу - надо пилить" - это ведь не про пилу совсем :-)
Опасный путь. Это путь рац.предложений. Зависимость от мнения дяди Васи не есть путь системного управления производством. Думающим управленцам ничего нового дядя Вася не скажет. Если только он не учится на вечернем в университете.
Статья отличная, спасибо автору.
Ув Григорий
систем типа Диспетчер уже не осталось
Питерский Фореман/Foreman от ЛО ЦНИТИ,?кстати - родоначальник русского мониторинга)) был выкуплен совладельцем Диспетчера для устранения с рынка.
Диспетчер - уникальная система. Остальные DPA, Winnum, CNC-vision, Палантир, Навиман/Naviman, так или иначе, перебрались в 21 век. Это главное отличие Диспетчера - он застрял в прошлом веке.
А что Вы имеете против рацпредложений?
Олег, вижу в рац. предложениях только конъюнктурную составляющую. Видимая "полезность" часто не согласуется, а иногда и противоречит требованиям изменений по всей технологической цепочке. В чем сила рац. предложений? В дешевизне. Но расшивая одно узкое место, мы видим, что затык теперь в другом. Не системная это работа, латание. Получается, что дядя Вася больший управленец, чем дядьки в костюмах. Бывает так часто, но неправильно это.
Работая на заводе во времена плановой экономики, когда все планировали, в том числе, и количество рац.предложений, наблюдал крайне негативные реакции технологов на обязательство внедрять эти новшества. Шли на компромисс - платили автору за рац. предложение, но не внедряли.
Судя по всему, Вы в своей профессиональной карьере, не проходили этап "дяди Васи" и поэтому возможно у Вас однобокий взгляд на эту проблему.
По поводу негативного реакции технологов на рацпредложения, так Вы сами ответили на этот вопрос, написав о возникновении затыков в другом месте. Так как раз нежеланием напрягать свои мозги и расшивать эти затыки и был вызван этот негатив.
Мне легче обсуждать эту проблему т.к. я был и в ипостаси самого "дяди Васи" и в роли руководителя "дяди Васи". Подчеркну, речь идет о креативном "дяде Васе" из статьи, а не о простом представителе рядового персонала.
И скажу, что иногда "дядя Вася" действительно больший управленец, чем дядьки в костюмах, которые понятия не имеют с какой стороны гаечный ключ держать.
Тут Вы правы, коллега. Но. В институте нас учили работать на всевозможных металлообрабатывающих станках. Во время учебы я подрабатывал электриком в цехах с квалификацией от 3 до 6 разряда. После института работал на автоматизированых складах комплектации заказов. Денег не хватало и для подработки во вторую смену обслуживал станки ЧПУ и обрабатывающие центры. Поэтому, с темой производства знаком хорошо - 10 лет в цехах Уралмашзавода. Рац.предложения подавал, но бросил, т.к. практически не внедрялись.
Да, есть светлые головы среди операторов, но технологический кругозор их всегда ограничен. В общем, говоря о производстве, мы говорим об одном - за что взяться в первую очередь? У каждого свой подход.
Олег, механизм, о котором Вы говорите, рабочий. Вспомнил. Он был востребован в моей практике позже, когда анти-кризисный десант должен был оперативно ознакомиться с текущим положением дел, но в большей степени выявить кадры, на которые можно опереться в предстоящих изменениях.