

Считаю анализ простоев ошибочной практикой оптимизации производственных систем. Автоматические системы управления процессами должны перенять лучшие процессные практики и методы управления по отклонениям.
Рынок автоматизированных систем для управления производством пополнился десятком систем мониторинга обещающих замечательный результат от анализа простоев. Программные комплексы эффективно реализуют неэффективные технологии управления. Для примера рассмотрим механообработку с ЧПУ.
Максимальный вариант
Для успешного выпиливания на станке с ЧПУ надо, чтобы сразу имелись:
- Задание – письменное, устное, электронное, мнемоническое распоряжение изготовить некое количество деталей к некоему сроку, это если «развертка влево». «Не спеша», «побыстрее», «как получится» – тоже относятся к таймингу, это если «развертка вправо».
- Если всего нужного у нас предостаточно, линейная гистограмма выглядит так: сам станок с ЧПУ, готовый пилить, т. е. исправный, настроенный, запитанный от энергосети и т. д.
- Оператор – специальный человек, обученный следить за тем, чтобы роботу пилилось хорошо. ЧПУ – не ЧПУ, а без оператора никак.
- Техкарта (технология) – изложенная последовательность действий, которые надо предпринять для получения правильной детали. Еще техкарта должна пояснять, как убедиться, что мы все сделали правильно, как проверить, что деталь вышла правильно. И чтобы никто не пострадал. Техкарта может выглядеть, как файлик из модной CAM-системы, как чертеж, переживший свое советское КБ, и как исповедь «Дяди Васи». Это второстепенно.
- Заготовка – некий кусок материала, приготовленный для пиления детали, или деталь, поступившая с предыдущего передела.
- УП – управляющая программа собственно выпиливания. Иногда выполняется непрерывно, иногда с перерывами на контрольные замеры, смену инструмента, переустановку заготовки, обслуживание процесса и т. д. Мы для наглядности примера возьмем УП с одной остановкой на переустановку.
- Инструмент – изнашиваемый, сменный рабочий орган для выпиливания.
- Оснастка – способы для удержания детали в нужном положении и иного вспоможения в выпиливании. Иногда может и не понадобиться, если можно обойтись штатными зажимами станка. Иногда за одну операцию может понадобиться несколько комплектов оснастки. В нашем примере их два, для первоначальной установки заготовки и для переустановки при внутренней переналадке.
- Метрологическое обеспечение (мерительный инструмент) – некие специальные штуки, позволяющие убедиться, насколько деталь соответствует чаяниям заказчика. Чаще всего применяются штангенциркули, калиброванные щупы, прикладывательные чурбанчики, контрольно-измерительные машины, Иногда эталонная или сопряженная деталь. Замеры может делать сам оператор или отдельные люди: ОТК, заводская лаборатория, военпреды, представители заказчика, сертификационные центры и т. п.
- Подающий транспорт – робот-манипулятор, «тетя Аня» с тележкой, транспортер, сам оператор или «подаван», в общем, некоторое устройство обеспечивающее подачу заготовки к месту обработки.
- Принимающий транспорт – девайс, обязанный снять готовую деталь. Иногда и подает, и принимает один и тот же девайс.
- Послеоперационный буфер – такое место, куда деталь надобно разместить после изготовления.
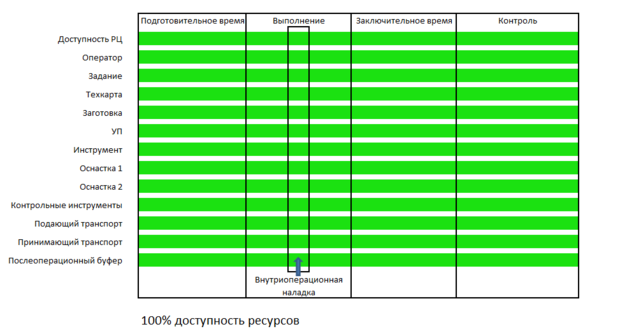
Идеальный вариант
Не все эти ресурсы нужны одновременно. Если оптимизировать бережливое производство на механоообработке с ЧПУ до совершенства, ориентируясь на замок Снежной Королевы, то выяснится:
- Доступность станка нужна только до изготовления детали. Обработка завершилась деталь сняли, станок уже не нужен Даже во время измерения станок можно вывести в техобслуживание или отключить для экономии электричества.
- Контрольные инструменты (не относящиеся к наладке) нужны только на завершающей операции.
- Если все происходит в обозначенное время, карта потребности в ресурсах станет похожа на мечту основателя Toyota Киитиро Тоёда. Канбан похож на Катану из снов самурая.

- Оператор – может не участвовать в процессе на период обработки по УП. Передохнуть, перекусить, перекурить, на другой станок переходить.
- Задание – должно быть действительно до момента подтверждения его правильного выполнения.
- Техкарта – нужна до последней операции.
- Заготовка может быть подана не к началу операции, а после подготовки станка, установки первоначальной оснастки и зарядки инструмента в магазине.
- УП может появиться почти к началу обработки. Инструмент нужен не раньше, чем магазин готов к загрузке и, в идеальном случае, освобождается по завершению обработки.
- Первоначальная оснастка, так же, нужна не с самого начала, а промежуточная оснастка, вообще может быть подана к промежуточной наладке. Освободится оснастка, первоначальная – на внутренней наладке, промежуточная – по снятию детали.
- Подающий транспорт – нужен только к моменту установки детали, а принимающий транспорт – к моменту снятия. Послеоперационный буфер понадобится только по завершению операции.
Анализ простоев
Мир не идеален. Особенно в части цены и сроков. Существует идея – создать инструмент (методологию, ПО, приспособление на станке и т. д.), позволяющую отмечать и именовать факт простоя. Потом классифицировать суммировать, анализировать. Выявить и наказать виновных, вынудив их не порождать простои в дальнейшем. Начиная с самых влиятельных причин, как и завещал Парето.
Методология простая, понятная, последовательная и неэффективная. Доказательств тому множество. В оставшуюся часть статьи поместим самые интересные.
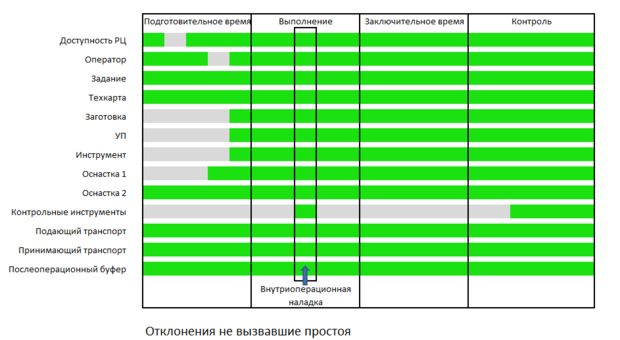
Как говорят врачи, нет здоровых – есть недообследованные. Например, появились отклонения – процесс идет в разнос, но мы не можем или не хотим это заметить, пока метастазы не вылезут наружу. Ответственный оператор или бдительный мастер успевают броситься на амбразуру и восстановить производственный поток. Растут проблемы, неучтенные и неконтролируемые «взрослые» проблемы превращаются в катастрофы.
Допустим, оператор инициировал учет простоя по отсутствию заготовки. Система мониторинга начала отмерять косяки. Сбой станка удалось исправить, и он остался не замеченным. Как и отсутствие УП, инструмента и оснастки. Оператор отлучился на неучтенный мониторингом перекур. За это время проблемы решились. Оператор успел запустить обработку в допустимых пределах. Интервал времени отметил как простой по отсутствию заготовки, срывы по подаче УП, инструмента и оснастки остались не обработанными. Реальная гистограмма выглядит примерно так:
Множественные состояния простоя
Если в предыдущей ситуации оператор не успел запустить обработку вовремя, т. е. проблемы решились за пределами отведенного на наладку времени, оператор вынужден отметить причину простоя. Ситуационная диаграмма выглядит так:
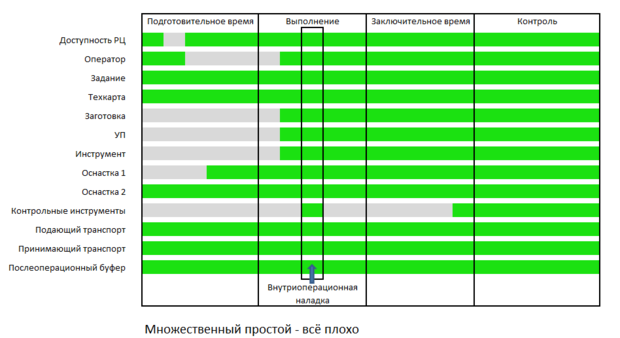
Таким образом, причина простоя, отнесенная на отсутствие заготовки, скроет отклонения по УП, инструменту и оснастке.
Ни одна из систем мониторинга на рынке не содержит механизма анализа множественных простоев, что намекает на полную бесполезность анализа простоев, как метода управления производством.
А вот совсем грустная песня. Оператор – человек ответственный, отметил начало простоя по отсутствию заготовки. Пока ждали заготовку, выяснилось – УП некорректна. Пришлось менять инструмент и оснастку.
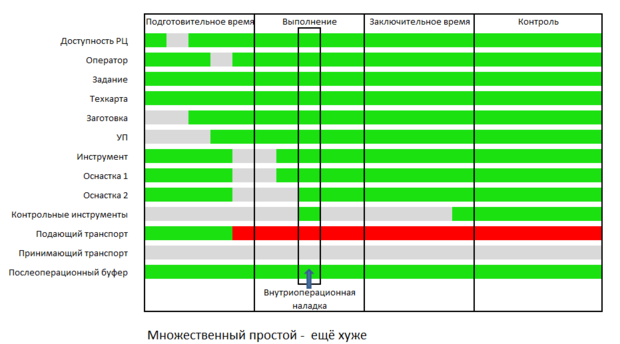
Поменяли быстро. Но именно на кого-то из них повесят простой. А может, все еще, виновата заготовка. В любом случае, мы включим в отчет неправильную причину простоя. Но это уже не важно. При смене оснастки незаметно повредили подающий механизм. Следующий цикл начнется с рассказа о медном тазе. Производство остановится. Армагеддон перейдет в Апокалипсис. Доклады специалистов будут начинаться и заканчиваться русским синонимом слова «коллапс». Самое время ранжировать причины простоев за прошлые периоды.
Скрытые простои
В этом рассказе нет простоев. Оператор на станке – Мудрый Вася. У него нет простоев. За простои наказывают. Он нормы знает назубок. Он быстренько отрегулировал станок. Вася индифферентен к Total Productive Maintenance. В парадигме Васи: исправный станок – тот, который сломается не в его смену.
У Васи свое понимание KPI – «бабки нужны». У Васи будет план и не будет простоев. Вася выверит УП, встретив там те же косяки, как и в прошлую смену, поправит их, только ему известным способом. Сходит «на перекур», по пути провернув замену инструмента и оснастки. Обработка начнется вовремя.
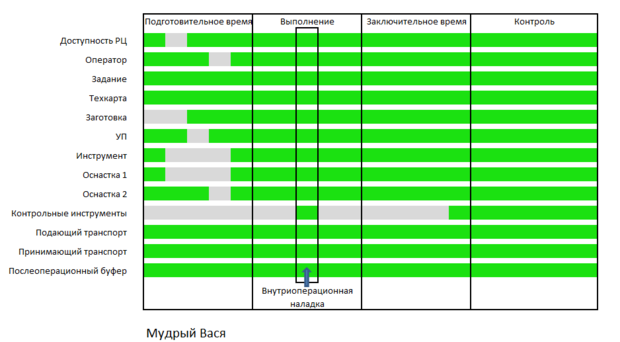
План выполняется. Простоев нет.
Теперь эта же ситуация глазами опытного паталогоанатома:
- Производительность труда – не ниже, чем в развитых странах. Станок с ЧПУ пилит с одинаковой скоростью в России, в Китае, в Японии, в Германии – везде одинаково. Вася не ленивее испанца на SEAT или итальянца на FIAT. На «цеховой уровень» падают задачи «среднего менеджмента», а ресурсы – не падают. Производительность превращается не в продукцию, а в подогрев космоса.
- Квалификация – не соответствует современному уровню технологий. Зато она адекватна среде выживания. Вася умеет получать «Порядок из хаоса», только Нобелевку, как Пригожину, ему не видать.
- Наставничество буксует. Передать наставнику навыки «оперирования в недетерминированных системах» гораздо сложнее, чем регламенты механообработки.
- Компетенции накапливаются медленно. Уходя на пенсию, Мудрый Вася не сможет передать со штангенциркулем умение «решать вопросы» – как «заначить» материал, как «вымутить» инструмент, как «отжать» оснастку. Лайфхаки Мудрого Васи уйдут вместе с ним.
Виды простоев
Анализ простоев тема неблагодарная, но модная. Многие принялись анализировать простои. Существует множество автоматизированных систем, позволяющих анализировать простои. Можно классифицировать много видов простоев. У нас в компании есть список из ~20+ причин простоев. В том числе в этот список входят:
- смена детали;
- контроль качества детали;
- уборка;
- техобслуживание;
- отсутствие наряда-задания;
- отсутствие заготовок;
- обед;
- перерыв;
- ошибки в УП;
- электрика (питание);
- электроника;
- механика;
- аварии;
- ожидание наладки;
- наладка…
При детальном рассмотрении перечисленный список не содержит простоев. Он включает:
- Производственные операции (контроль, наладка, смена детали) – выполняются по технологии или с отступлением от технологии. Технологи не зря хлеб едят. Отступления от технологии продолжаются печально – брак, травматизм, падение выработки, повреждения оборудования и т. д. Могут вызывать простои, или не вызывать простоев. В любом случае отступления от технологии надо выявлять и прекращать. Вызывают они простои или нет.
- Таким образом, причины простоев в основном состоят из двух видов: «экспортированные сверху» и вторичные – вызванные отсутствием, халатностью или некомпетентностью оператора.
- Операции обслуживания (обед, профилактика, уборка) – тоже должны проходить по регламенту.
- Аварии (станка, инструмента, электросети). Реакция на них должна быть моментальной. Ущерб, обычно, нарастает экспоненциально, не дожидаясь истечения кванта времени и маркера причины простоя. Самые интересные аварии – те, которые не вызвали остановки производства и не учтены. Предупрежден – значит вооружен.
- Ресурсное обеспечение (отсутствие заготовки, инструмента, оснастки) – могут быть диагностированы намного раньше, чем это приведет к простою.
- Организационные упущения. «Ни одна проблема не может быть решена на том уровне сознания, на котором она создана». Но нам это не указ: «Мы пойдем другим путем!» Большинство проблем в цеху родились и выросли уровнями выше. Ловить и уничтожать проблемы надо, пока еще они не проблемы, а отклонения.
Как вернуть проблему хозяину? Особенно если он выше по должности, сидит «в башне», и вообще в пять часов ушел домой, а ты в цеху и у тебя третья смена (и не приведи господь – «сдельщина»)? Как мотивировать оператора «стучать» на самого себя? Он и на других стучать не хочет.
Как это реализовать технически? Не относится к отклонениям, а реально к простоям: «Прогул», «Облом», «Понос», «Нарушение ТБ», «Обструкция» (Итальянская забастовка), «Саботаж», «Луддизм». Их даже в справочнике не. Как их отмечать в системе мониторинга?
Справочник простоев растет. К новому году он будет толще «Административного кодекса». Инструмент не принесли или принесли не комплект, или не тот, или нерабочий? Кто это заметил? Кто вернул? Насколько быстро заменили? А с первого раза или итерациями?
Явные выгоды анализа простоев
Если нужно отомстить, тому из-за кого ты не разбогател, надо анализировать простои. Для управления производством нужны иные инструменты. Принять меры, провалив план, или выполнить план.
В первом варианте – анализируйте простои. Если нужно подтвердить, что завод с полувековым лидерством в отрасли теперь проигрывает «выскочкам», по причине неправильных работников.
Какими средствами и какими способами перейти «на светлую сторону?
Пересмотрите цели и методы на всех уровнях производства – «Руководители», «Высший менеджмент», «Средний менеджмент», «Исполнители». Переход от анализа простоев (провалов которые не удалось скрыть) к управлению в реальном времени.
- Упражнение: Почему Рабочий Центр не равен станку с ЧПУ?
- Кейс для разбора: Нормативы времени и качество. Почему тайминг приводит к браку? Здесь мерилом работы считают усталость.
- Целеполагание: Эффективное производство это «Брак =0» или «Overall Equipment Effectiveness>0,9»? Что важнее (количество попаданий / количество пусков) или (цена у нас / цена у китайцев)?
- Методология: Перестраивайте процессы, а не людей. Идеальный продукт – Идеальный процесс – Обеспечение процесса – Выявление отклонений – Ликвидация отклонений.
- Идеология: Японцы учат рабочих дергать за шнур. Или ты ищешь неприятности, или неприятности ищут тебя.
- Анализ: Пройдите вдоль цеховых процессов и смоделируйте идеальный процесс и его обеспечение. Особенно нормативно-справочное обеспечение. До того, как придется назначить крайнего, самый распространенный вид простоя называется: «А что делать?».
Смена инструментария
Некогда точить пилу – надо пилить. Информационные системы для управления производством должны позволять визуализировать продуктовый поток в реальном времени, показывать ресурсную обеспеченность, определять отклонения и иметь алгоритмы обработки отклонений. Откажитесь от кнопочки: «Вася не виноватый – инструмент не принесли», в пользу кнопочки: «Несите инструмент к заказу N и побыстрее! Вася».
Еще перспективнее – АСУП которая следит за обеспеченностью заказов и соблюдением технологии. Пример реакции АСУП: «Внимание инструментального цеха! Вася готов принять заказ N без инструмента. Через 300 сек, переназначу тикет вашему шефу и депремирую его на 30%. Ваша MES:)».
В завершение несколько философских размышлений:
- Можно сократить время поезда в пути, исключив остановки.
- Можно формировать бублик, добиваясь идеальной дырки.
- Можно получить верный рецепт, отвергнув все не верные.
- Можно производить нужный продукт, к нужному сроку, с заданными свойствами, если держать руку «на пульсе» и устранить все помехи.
- Не пытайтесь очистить жизнь от огорчений, попытайтесь наполнить ее успехом.
- И, пожалуйста, делитесь опытом и впечатлениями. Как у вас оптимизируют поток создания ценности?
Фото: Pixabay






















Рекомендую всем прочитать книгу Э.Голдратта "Цель". В ней намного шире рассматриваются подобные вопросы.
Самая тяжелая неделя)))
Заводы, как будто не ходили на каникулы.
Нарисовался интересный кейс по анализу простоев.
Анализ простоев привел к полному их искоренению.
Сотрудники озабоченные показателями, при угрозе возникновения простоев, прерывают операцию и сразу начинают другую.
Таким образом, простоев не возникает, KPI торжествует. Рабочие места заполняются недоделанными деталями. "Производительность", "трудоёмкость", пролёживаемость" и "незавершенка" - ревнуют народ к простоям, тихо плачут в углу, обещают отомстить.
Как этим заводам перейти на светлую сторону?
Олег, низзя! Это ж «кружок качества» какой-то получается. Чисто линовское понятие, не MES-феншуйное. Всё должна планировать APS, она ж не «дядя Вася, а ИИ, дурного не насоветует! ;)
Ваше описание напомнило работу ВАЗа в конце 80, начале 90-ых.
Из-за перебоев с комплектующими, машины отгружались на распределительные базы в регионы без них.
Машины приходили без лампочек, иногда даже без оптики и бамперов. Если эти запчасти были на складах СТО, то мы их устанавливали в рамках предпродажной подготовки. Если не было - клиент забирал так.
Помню еще существовала практика на Межрайбазах, что ключи от машин приходили отдельно от машин. В большом таком мешке. И мой первый наставник подгонял ЗАМКИ под ключи убирая штифты, что позволяло впоследствии открыть машину почти любым ключом. Веселуха:)))
Хотя один раз мне это очень помогло. У сына были соревнования в пригороде. Я после их окончания вышел прогреть машину. Начался страшный буран. Я завел машину и решил отряхнуть щетки. Вышел, и тут сигнализация защелкнула замки. Ситуация - просто жесть. Нахожусь в Тмутаракани. На улице буранище. Такси понятно не приедет. Жена с ребенком стоит рядом. Была бы форточка, то разбил бы сразу, но на 04 сплошное стекло. Было и жалко и непонятно, как в такой буран ехать без окна.
Вспомнив "танцы с замками" своего наставника, начал метаться по стоянке перед ДК и просить владельцев других Жигулей, дать ключи, чтобы попробовать открыть двери.
И не поверите, случилось чудо! Ключи от одной старой машины - открыли мою дверь. Только представьте мои эмоции. Это было нечто...
А еще пахали плугом, стояли в очереди за туалетной бумагой, горделиво посматривали на редкий сувенир - пустую банку от Coca cola ...
А потом стали пользоваться интернетом... Появились пластиковые карточки для оплаты... Мобильники, Skype и WhatsApp... И производство изменится. И найдется место автоматизации, визуализации, цифровизации... Только вот почему так медленно?
В корне не согласен ! А какие методы управления по отклонениям должны быть применены, если Вы не провели анализ этих отклонений? На основании чего Вы будете разрабатывать методы?
В одной из Ваших статей Вы пишите:
В подавляющем большенстве случаев придется (подогреть космос) автоматизировать. Кто определил и доказал , что "вот это вот конкретное - Муда"? Я говорю не об очевидной для всех глупости , а о "Муда" в процессе технологического изготовления детали (продукции).
А кто точно знает какие правильные задачи , а какие излишние (не правильные). Кто конкретно их будет ставить , и основываясь на какой информации , если не проведен анализ? И конечно же причин простоев.
Да, быстрых изменений (которые всегда очень ждут) после запуска автоматизированной системы ждать опрометчиво. Сама автоматизация - это только один из инструментов для принятия в дальнейшем правильных управленческих решений ! Но им надо научиться пользоваться . Не имея его (данного инструмента) - применение лучших процессных практик и методов управления по отклонениям, как Вы говорите и есть подогрев космоса! "Как слепые котята" - что применить ? Какую практику ? Какой метод? В каком месте ? К чему ?... Из чего черпать информацию? Как результат - бесконечные споры на уровне высшего менеджмента ! А еще есть средний менеджмент - начальники цехов, мастера, начальники отделов, и т.д. И конечно же "дяди Васи" ! Скрытие простоев и различные махинации ни кто не исключает , но с чего-то надо начинать .
И еще, Вы очень поверхностно оценили важность данной автоматизации , раз уж в статье описан процесс автоматизации мехобработки , для одного из важных процессов , как одной из причин простоев - обслуживания и ремонта. Его планирование, согласование с производством и упреждающие (обязательные) мероприятия по приобретению материалов для проведения ТО и ремонта, заключению договоров на ремонт и т.д. Не согласованность - 100% долгий простой! В конце концов наработок часов , и в связи с этим - корректирующие мероприятия, и коэффициент загрузки каждой единицы ! Быть может Вам нет смысла иметь 10 станков , а хватит только 7 !? Без автоматизации на основании каких данных Вы сможете принять решение? А это затраты ! И очень не маленькие.
Представленные Вами в статье ситуационные диаграммы действительно не вполной мере информативны. Они включают в себя только одну технологическую операцию, не представляя всего цикла изготовления детали (изделия). Но тем не менее она даёт информацию (в первом приближении) о возникающих проблемах в производстве на данной операции. Пусть она не идеальна , но без этой информации Вы смогли бы вообще знать о наличии проблем? Все "косяки дяди Васи" в конце концов вылезут на ружу , ну как минимум критические, которые приводят к срывам , браку, .... Это сбор статистики , а вот потом анализ полученной статистики и как следствие принятие управленческого решения. Если Вам не хватает информации для качественного анализа - доробатывайте или вообще меняйте програмное обеспечение на более современное и функциональное . Введите штрихкодирование деталей от заготовки до принятием ОТК полностью готовой детали с выводом информации о состоянии детали на всём жизненном цикле её изготовления , а не только на одном тех. процессе.
Вот и получается , что автоматизация как таковая , без предварительного анализа и осмысления в том числе и причин простоев будет не эфективна! Рационально и максимально точно без програмного обеспечения (автоматизации) этого не сделать. Необходимо сделать первый шаг , может быть и ошибочный , но сделать!
Как говорят- "Дорогу осилит идущий"