

Однажды поспорили три IT-системы:
ERP – Enterprise Resource Planning: «Я главнее, у меня ваша зарплата. Мы зарабатываем деньги и всех содержим».
PLM – Product Lifecycle Management: «Мы создаем продукт, за которым идут клиенты. Мы выигрываем конкуренцию».
MES – Manufacturing Execution System: «Собственно, только я и работаю. Остальные – в обеспечении».
Пришла мода на цифровое производство. На любой вопрос с завода теперь отвечают словами blockchain, agile и big data. Кто не слушает вопросов – рассказывает про Industry 4.0. Уходим в тихое место и рассматриваем машиностроительное предприятие и его автоматизацию.
Индустрия 4.0 и реальное машиностроение
Обычному российскому машиностроительному предприятию свойственны следующие характеристики:
- Обычно это достаточно крупное предприятие. Малый бизнес либо незаметен, либо быстро выбивается в середнячки.
- Производство – многопередельное – даже агрегатные заводы у нас считаются специализированными. Монопередельных предприятий, вроде лазерных или аддитивных центров очень немного.
- Рынок, на котором оно работает – непрозрачный – гособоронзаказ или санкции влияют больше, чем рыночные механизмы.
- Часто имеет место внешнее управление и политика развития, транслируемые людьми из другого часового пояса, другой ментальности и другой реальности.
- Собственная разработка – внешний инжиниринг еще не в чести, следовательно – есть опытное производство вместе с основным.
- Как правило, имеет место бестолковая логистика производства, на основе приспособленных, или наследованных советских промплощадок. Успешные предприятия активно тасуют станки.
- Предприятию свойственна высокая фондовооруженность – множество современных станков с ЧПУ, еще больше старых, редко объединенных понятной стратегией оснащения.
- Фрагментарная техподготовка – модный CAD/CAM (системы автоматизированного проектирования и производства и рядом – составление управляющей программы на устройстве с числовым программным управлением, ЗD-модель на промпланшете, при отсутствии методики осмотра инструмента, роботы-манипуляторы и рядом ручной труд без спецодежды).
- Приобретениями инструмента и расходников рулят не технологи, а экономисты.
- Метрология – от никакой до лазерных сканеров.
- Внутренние компетенции – многие заводы вырастили своих специалистов в ключевых областях, и теперь они работают рядом с корпоративными зомби. Такой себе – пожизненный контракт по-русски.
- Внешние эксперты – выращенные вместе с русским рынком, профи мирового класса и адепты разных суперметодик. Заводы готовы покупать компетенции, но иммунитет против псевдоэкспертов формируется поколениями. Лекарства от шарлатанства редки и дороги, и подделывают их не реже, чем бизнес-тренеров.
- Очаговая автоматизация – автоматические линии вперемешку со станками, которые оставили Демидовы, отступая с белогвардейцами.
- Стихийный аутсорсинг – часть работ не хотят отдавать «на сторону» из предрассудков, чаще – подрядчики не готовы по качеству и срокам (желающих оперировать ценой гораздо проще найти).
- Обучение – большинство машиностроительных предприятий наладили обучение сотрудников на постоянной основе. Созданы собственные учебные центры и налаживаются отношения с профильными учебными заведениями. Иногда проводятся семинары или участие в конкурсах и соревнованиях (Worldskills и т. п.).
- Развитие производственной системы идет по нескольким направлениям: попытка внедрить IT-системы с новым функционалом, привлечение экспертов, внедрение системных методов (Quick Response Manufacturing, Lean manufacturing).
- Лоскутный IT-ландшафт – машиностроители вкладываются в IT давно и масштабно. Некоторые бизнес-процессы подкреплены информационными технологиями, некоторые рождены цифровизацией, некоторые делаются вручную, некоторые – «дедовским» методом, но на компьютере.
- IT-директор – можно называть его CIO, можно не называть, важнее роль и человек. Это может быть сисадмин с крутой визиткой, меняющий картриджи в бухгалтерии или сотрудник, влияющий на все бизнес-процессы – «мозг», «глаза» и «спина» руководства.
И вот, некто решает внедрять цифровое производство, не всегда объясняя его сущность. Как определить цифровое производство?
Цифровое производство
Под цифровым производством мы понимаем наличие цифровой модели и поддерживающих ее IT-систем, позволяющих описать в форме пригодной для автоматизированной обработки:
- Продукт (цифровой двойник) – описание изделия и значимых параметров в цифровой форме. Что мы собираемся делать?
- Ресурсы – что нам понадобится?
- Процессы – что надо сделать, чтобы при наличии ресурсов получить продукт?
- Технологии – как это правильно делать?
- Параметры – измеряемые физические величины, характеризующие свойства измеряемого.
- Отклонения – значения параметров, свидетельствующие о том, что система находится в удовлетворительном/неудовлетворительном состоянии.
- Обработка отклонений – алгоритмы действий для возврата наблюдаемых объектов и действий к удовлетворительному состоянию.
- Действия – ручные, автоматические или полуавтоматические команды, приводящие к исполнению преобразований или алгоритмов обработки отклонений.
- Роли – набор прав, обязательств и полномочий выполнять действия или оценивать параметры, принадлежащих в один момент времени одному субъекту.
Модель должна отражать состояние системы в реальном времени. Какой смысл управлять ушедшим? Модель должна быть адекватной. Зачем управлять иллюзиями? Модель должна отражать реальное состояние производства достаточно точно для управления, иметь алгоритмы управления, иметь механизмы осуществления управления, иметь механизмы контроля.
Если энтузиазм не пропал – определяем заинтересованных. Кто будет строить цифровое производство?
Важные субъекты
Руководитель – самый важный участник процесса цифровой трансформации. Руководителю можно подступаться к цифровому производству, если у него собраны:
- Понимание: иногда учить руководителя важнее всего. Остальным можно приказать. Остальных можно заменить. Стремные способы, но на крайний случай работают. Руководитель первый должен понимать – зачем предприятию цифровое производство.
- Компетенции: именно компетенции руководителя. Цифровые компетенции можно нанять или освоить, а задачи руководителя – определять стратегические цели, обеспечивать их ресурсами, приводить все в движение, чтобы ресурсы превращались в цели – эти задачи не передают на аутсорс.
- Полномочия: для возможности изменять существующий порядок вещей и преодолевать сопротивление изменениям.
- Инициатива: решимость пройти через трудности для достижения целей.
Эксперты – привлеченные и штатные (без своих не получится) специалисты, имеющие набор методов и средств для определения четырех вещей:
- Что происходит?
- Как должно быть?
- Как действительное превратить в желаемое?
- Как донести это до остальных субъектов?
На IT-службу ляжет основная тяжесть преобразований. Айтишникам одновременно нужны:
- Достаточный уровень профессиональных навыков и знаний. IT-сектор развивается стремительно, на фоне кадрового голода.
- Знание специфики и потребностей основного процесса производства и целей предприятия.
- Понимание, как IT-возможности соответствуют потребностям предприятия.
- Терпение и спокойствие: для передачи этих навыков и понимания конечным пользователям. Именно IT-департаменту придется обеспечить «приживляемость» новых технологий в повседневной практике.
Профильные службы: должны иметь способность, а лучше и готовность перейти в новую технологическую реальность. Иначе «ликвидация неграмотности, путем ликвидации неграмотных». Многие мировые лидеры «подавились» трансформациями.
«Просвещение внедрять с умеренностью, по возможности избегая кровопролития» завещал нам классик, глубоко понимавший природу инноваций. Возможно, придется выращивать новые службы параллельно старым, обеспечивая их сосуществование.
Теперь на повестку дня выходит следующий вопрос – из чего строить цифровое производство?
IT-контур
Существует модель, некая пирамида представляющая иерархию систем BI-ERP-MES-SCADA. Модель простая, понятная и негодная. По этой пирамиде можно узнать человека из прошлого. Они очень токсичны. Берегитесь!

Множество поранившихся пирамидой перешло к кольцевой модели, отражающей симбиоз ERP – MES – PLM-систем. В самых простых случаях эта модель действительно отражает реалии реального производства. Сосуществование и взаимодействие экономического, инженерного и производственного контура. ERP – это про бабло и обязательства, PLM – про продукт и технологии, MES – про ресурсы и производство.
IT-контур «Машиностроение»
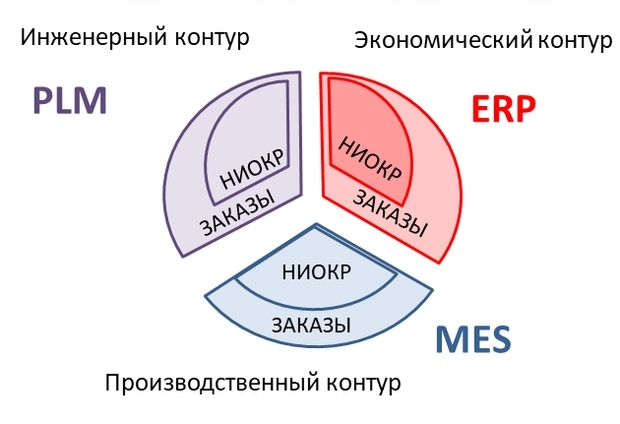
Точки роста этих систем, соответственно, шли от попыток оцифровать продукт для PLM, потоки стоимости для ERP, производственный процесс – для MES.
Какие системы покрывают этот функционал? Комплексные и специализированные. Развитие IT-систем пошло в направлении прироста функционала, охватывающего все больше бизнес-процессов и формирования специализированных систем, развивающихся «вглубь вопроса».
Аббревиатуры начали стремительно прирастать: BI-BPM-CRM-HRM-APS-ODS-WMS-MRP-BAS-SCM-CAD-CAM-CAE-PDM-DLP-DMS-TPM-EAM-LIMS-TQM-SQC-MDC-MDA. IT-системы предприятий все чаще стали описывать словом – «зоопарк». Как в этом разобраться? Путаница с названиями и определениями привела к тому, что название системы не позволяет однозначно определить ее класс.
- Системы, изначально определяющие себя как MES: Wonderware, Hydra, Фобос, MEScontrol...
- Системы, претендующие на охват производственного контура со стороны ERP: 1C:MES, SAP, «Галактика», «Парус», M-3...
- Системы, реализующие MES-функции в дополнение к PLM: «Гольфстрим», Спрут-ОКП...
- Появились проприетарные системы. Например, Siemens или Omron. Обычно они хорошо работают в своей экосистеме, только со своим оборудованием.
Вернитесь к истокам – какова цель жизнедеятельности вашего предприятия?
Оптимальный способ – описать бизнес-процессы. Их три вида: приносящие пользу, необходимые для жизнедеятельности, обеспечивающие преимущества. Что в вашем случае преимущества – зависит от рыночного позиционирования. Потом оптимизировать бизнес-процессы. Потом примерить на себя цифровую трансформацию, это когда применение информационных технологий меняет природу бизнес-процессов. Потом начинать формировать IT-ландшафт под цифровую модель. Когда появилось понимание цифровой модели предприятия, можно подбирать конкретные IT-системы. Анализировать те, которые есть, и куда они развиваются. Присматривать те, которые понадобятся.
Качество внедрения намного важнее качества IT-системы. Хотя сам я отношусь к разработчикам, и мне выгоднее настаивать на отличии IT-систем, повторяю приоритеты: соответствие бизнес-процесса целям предприятия важнее автоматизации. Правильно прописанный бизнес-процесс важнее хорошего ТЗ на IT-систему. Качество внедрения важнее свойств системы, явный хлам отсеян опытом. Но это уже тема отдельного рассмотрения.
Хорошо, если на этом этапе все стороны пришли к единому видению. Или хотя бы смирились с неизбежностью происходящего. Теперь очередь следующего вопроса. Как это будет?
MES-PLM-ERP. В идеальном случае ERP учитывает движение ресурсов, принимает заказы от клиентов, передает заказы в MES, которая к заданному сроку производит то, что «нарисовал» PLM и так, как «прописал» PLM. Если по-хорошему не получается, MES утрясает с другими системами их «хотелки». Все счастливы. Клиенты довольны. Они получают в точности то, что им обещано и точно в срок. Довольные клиенты – основа процветания.
Как к этому прийти? Комплексной автоматизации действующего предприятия история не знает. Только на новом предприятии можно сделать все, все сразу, все сразу как надо, все сразу как надо и чтобы работало. Ну и чтобы работало производительно и эффективно. На действующем предприятии будет череда итеративных улучшений или мегафейл. С чего начинать? Какой участок IT-ландшафта нуждается в первоочередном внимании. Сначала методом исключения.
ERP без MES. Первоочередное развитие ERP-систем вызвано желанием взять под контроль бабло, его генерацию и утечки. Дисбаланс между развитием ERP и MES в России выражен гораздо сильнее, чем в остальном «цивилизованном мире». Но именно MES создает добавленную стоимость, за которую готов заплатить клиент. И именно на уровне MES идут неочевидные и слабо контролируемые потери. Борьба за прибыль идет в цеху, все остальное – обеспечивающие процессы. ERP – это не реальные процессы, а их двумерное отображение (цена / количество). Как правило – отображение, отстающее по времени от процесса. Поэтому большинство ERP пытаются спуститься на цеховой уровень и управлять производством. И именно поэтому ERP никогда не сможет управлять производством.
ERP без PLM. ERP-системы обоснованно должны прийти к охвату всего жизненного цикла продукта:
- Потребности – исследования рынка, анализ потребительского опыта или запрос от магистрального клиента должны выявить те потребности, которым должен удовлетворять продукт и которые клиенты готовы возместить. Потребности без желания платить – это фантазии.
- Проектирование продукта – описание устройства / услуги, соответствующей потребностям клиента и реального к материальному воплощению.
- Технологическая подготовка – моделирование и формализация процессов и требований, достаточных для производства продукта в требуемых масштабах на имеющемся предприятии.
- Опытный образец – производство «нулевого» экземпляра / партии, позволяющего реально проверить соответствие свойств продукта потребностям клиентов и жизнеспособность технологии.
- Заготовка сырья / материалов / комплектующих.
- Обеспечение поддерживающих процессов (оборудование, инструмент, оснастка, технологическая среда).
- Производство продукта в требующемся количестве.
- Испытания, подтверждающие качество и соответствие продукта.
- Упаковка и хранение.
- Продажа – возмездная передача владения и прав собственности.
- Логистика.
- Пусконаладка – приведение из транспортного в рабочее состояние.
- Техподдержка – мероприятия по налаживанию взаимодействия продукта и клиента.
- Обслуживание – мероприятие по поддержанию потребительских свойств на заданном временном горизонте.
- Эксплуатация – использование по назначению для реализации потребностей, ради которых и был произведен / приобретен продукт.
- Постпродажные мероприятия, направленные на развитие взаимодействия с клиентом.
- Утилизация. Вызванная выгодой переработки, законодательными требованиями или сервисными привилегиями.
ERP в некоей мере участвует в этих бизнес-процессах, очень неуклюже, ведь даже специализированные системы не могут создать модель, достаточно адекватную для моделирования всех значимых процессов. Физика не очень верит, что «бабло всегда побеждает зло». И практически ни одно предприятие не может полностью обойтись без PLM или передать его функции на аутсорсинг.
PLM без ERP. Развитие PLM начиналось именно с автономных систем автоматического проектирования – САПР, которые утрачивали автономность, развивая взаимодействие с другими системами и наращивая CAD, функциями CAM, CAE и PDM. Автоматизация инженерного контура и создание виртуального образа продукта сильно влияет на процесс проектирования, техподготовки и постановки на производство. Снижает длительность и подготовку. Это является самостоятельной ценностью для предприятия. Иногда автоматизацию инженерного контура и принимают за цифровое производство – распиаренные примеры цифровой верфи, например. Убогое представление. Но не умаляющее самоценности САПРов.
PLM без MES. Как уже сказано, PLM чувствует себя хорошо без всего (ну, кроме компа и оператора). Но, имея интеграцию с MES, может получить реальную обратную связь и упростить себе работу. Считывать параметры производства, оптимизировать технологию и упростить эту оптимизацию (в цех ходить не надо). И именно MES может вести библиотеки управляющих программ, визуализировать нормативно-справочную информацию для производственного персонала в нужный момент, судить о правильности исполнения технологий, сравнивая нормативные и реальные значения технологических параметров. Отображение производства в реальном времени обычно сильно помогает конструкторам и технологам совершенствовать конструкции и технологии. PLM может жить без MES. Но это очень скучная жизнь.
MES без ERP. Так положено по стандарту (ISA 95). Независимо от работы ERP, можно планировать, изготовлять и контролировать. Влиять на производительность, результативность и эффективность.
MES без PLM. MES не может, как и ERP, обходиться без PLM. Функции либо дублируются в MES, либо выполняются сторонними системами. Минимум нужна структура изделия, технологии, нормативно-справочная информация, контрольные параметры.
Интеграционные швы
Когда описаны правильно основные бизнес-процессы, выясняется:
- Большинство бизнес-процессов охватывают и инженерный и производственный и бизнес-контур.
- Справочники и прочие данные должны быть доступны в нескольких бизнес-процессах.
- Данные могут вноситься, корректироваться и валидироваться в разных местах.
- Некоторые значения проходят «насквозь» несколько контуров (срок исполнения заказа, например).
- Обмен данными между «соседними» (разными) системами происходит чаще обмена между уровнями одной системы (задание на смену выдается один раз, а нормы из PLM в MES нужны для каждой операции, например).
После описания бизнес-процессов надо описать роли в системе. Определить владельцев системы и владельцев данных. Установить порядок обмена информацией между различными контурами и различными процессами. Правила дополнения, коррекции, удаления и валидации данных. Рассматриваем технологические средства для всего этого. Если все это рассмотрено – где самая важная точка приложения усилий?
Все самое важное на MES-уровне
Все вопросы и все ответы в MES. Источники эффективности и потерь в MES. И начинать автоматизацию надо с MES:
- Внедрение MES прямо влияет на стоимость продукта, все-таки себестоимость – это сырье, вместе с отходами и браком, трудозатраты, включая простои и переделки, станочное время, вместе с техобслуживанием и ремонтом, переналадкой, расход инструмента, включая сломанный и утерянный, незавершенка, пролеживаемость…
- На MES-уровне решается постановка новых изделий в производство, это путь к конкурентному преимуществу.
- Эффективность MES определяет сроки готовности заказов и качество – основа лояльности заказчиков.
- Эффективность внедрения MES легко измеряется. Отдача от автоматизации понятна.
- Процессы вспомогательных систем можно сравнить с ценой аутсорсинга. Производственные процессы придется налаживать самостоятельно.
- MES охватывает и процессы, приводящие к браку. Брак – это потеря и денег и клиентов.
- MES-контур (как и PLM) может выходить за пределы предприятия (иметь единые процессы с предприятиями-партнерами).
- Правильная MES уменьшает нагрузку на персонал.
- Правильно реализованные процессы в MES снижают требования к квалификации сотрудников.
MES не получается строить из типовых сценариев. Внедрение MES на порядок (это в десятки раз) сложнее внедрения ERP. Умножается недостатком специалистов. Технические сложности незначительны на фоне неупорядоченных производственных процессов. Все основные победы, как и грабли, находятся на MES-уровне.
Приглашаю поддержать или оспорить аргументы. Можно и свои предлагать. Мое мнение субъективное – вырос в цеху, живу в цеху, мне хорошо в цеху. А может, вы знаете того, кто внедрил MES? Внедрил, живет счастливо и готов рассказать другим?
Фото: pixabay.com





























... Прочитал, ну и как этот текст поможет управлять реальным производством? Что нам в России нужно делать для повышения его эффективности? Перевести и выучить наизусть как один из линовских слоганов? :) ...
Возможно, вам стоит понять, что боретесь с ветряными мельницами.
Lean больше неактуальна, и стоит искать другие примеры для изучения и развития, если какие-то примеры вам нужны для своей работы.
Приводил пример массовой кастомизации прямо на конвейере, а вы с Равилем до сих пор верите только журналисту-пропагандисту В. Цветову с его фильмами 50-летней давности )))
Раньше трудно было найти такие яркие примеры, когда разрешается вот эта дилемма выбора между:
- стратегией предоставления больших объемов стандартизированных товаров или услуг по низкой цене
-стратегией выпуска заказной или высокодифференцированной продукции в меньших объемах с высокой стоимостью.
Да ещё и Agile стоит нового осмысления в применении к массовй кастомизации, без рекламных заморочек. А сейчас - это сплошной "скрум" ))) в ушах.
Андрей, давайте конкретно про упомянутую Вами кастомизацию: сегодня в TPS активно используется процедура предварительного заполнения Канбан-карточками так называемого "Ящика хедйдзунка" ("Ящика выравнивания" производства по объему и номенклатуре - Heijunka Box). - Это один из инструментов Лин, о котором слегка упомянул Вумек в своей книге, не раскрыв однако его фактического содержания.
Вы не знаете случаем, что за MES система заполняет карточками ячейки этого ящика, и вообще, как это японцы делают на своей Тойоте, чтобы их конвейер так хорошо и ритмично работал?
Евгений, чтобы конвейер ритмично работал, кроме компьютерных программ - это уже обсуждали, нужно ещё много вещей, оснастки, опыта, работы с поставщиками, с клиентами и т.д. И если свести всё к алгоритмам, то опять ничего не получится с применением японского опыта - в этом Тоже был смысл дискуссии.
И дискуссия с моей стороны была больше по поводу того, что старую Lean бесполезно ругать - это всего лишь западная интерпретация и она устарела, а вы продолжаете борьбу с ветряными мельницами. И уже отвечал, что сам не занимаюсь производственной логистикой. Если что-то знаете больше, чем пишет автор, просто напишите - он утверждает, что была создана новая система - уже цитировалось:
Андрей, мы обсуждаем статью Игоря Третьякова "Цифровое производство начинается с MES".
Я утверждаю, что в ТРС (Toyota Production System) средствами MES-системы сначала решается задача "выравнивания производства", а только потом на основании этих планов осуществляется последующая логистика и формируются планы вспомогательных служб по принципу "вытягивания". Т.е. по-существу в производственной зоне Тойоты (или проще - в Гембе) сначала производится детальное пооперационное планирование, только результат этого планирования представляется не в виде традиционной для европейцев диаграммы Гантта, а виде заполненного канбан карточнами "ящика Хейдзунка". Эта MES система и по сей день успешно работает, но, к сожалению, линовцы про нее ничего не знают, ибо японцы ее не выставляют на показ. А Д.Вумеку самураи про нее практически ничего не рассказали (см. отсутствие связных текстов в его книжке на данную тему). Это одна из основных причин, почему в Японии TPS успешно работает, а при внедрении Лин на просторах РФ возникают большие проблемы...
Так что для того, чтобы конвейер ритмично работал сначала нужно применить MES, (т.е. сформировать конкретный план работ на уровне производственных подразделений), а уже только потом толковать о реализации принципов 5S, SMED. ... и пр., - опираясь на конкретные планы и составленное прозводственное расписание.
Так что автор обсуждаемой статьи - Игорь Третьяков - абсолютно прав. :)
Лично я высказался, что на мой взгляд, BMP должна или может стоять "сбоку". Хотя на самой вершине BMP смотрится красиво, но это скорее мечтания каких-то специалистов ))). После этого я закончил обсуждение статьи. По поводу высказываний автора о ERP системе - даже не начинал )))
Реально, в системе Канбан поток информации начинается с заказа потребителя и движется к исходной точке. Судя по рассказу автора, там 4 горизонта планирования, не считая долгосрочных горизонтов. И в планировании здесь правит цикл PDCA.
Еженедельно в план вносятся изменения, когда поступают индивидуальные заказы. Это как раз постоянное сопряжение выталкивающей системы и вытягивающей - когда в плане выпуска, для какой-то единицы стандартная комплектация заменяется кастомизированной - и количество таких замен ограничивается возможностями выравнивания графика работы производственной линии.
Петр, Вы хотели почитать про затраты на внедрение MES (элемента так называемого "цифрового двойника" производственной системы)?
Но ведь автор статьи не экономист, а профессиональный айтишник, отлично владеющий предметом обсуждения, ... И за это Вы ему поставили минус? :(
Была у меня статья в журнале ТехСовет, называлась - "Выбираем MES правильно". Буду её обновить. Буду выложить сюда.
Пока статья в черновике, можно задавать всякие вопросы.
Игорь, очень бы хотелось увидеть в статье указание на источник, на основании которого приводится определения MES (уверен, что определение будет присутствовать). Интерес не случаен.