 в «Творчестве без купюр»")

Всегда не хватает времени,
чтобы выполнить работу как надо,
но на то, чтобы ее переделать,
время находится.
В статье рассматривается пример, показывающий возможность значительного сокращения сроков выполнения заказа за счет «выравнивания потока изделий на производстве». Скорость выполнения заказа, безусловно, является важной характеристикой работы любого производственного предприятия. Уделив внимание потоку изделий на производстве, руководитель предприятия может не только обрести эффективное конкурентное преимущество на рынке и обеспечить «лояльность клиентов», но и ускорить оборачиваемость товарно-материальных запасов и средств, «замороженных» в этих запасах, тем самым улучшая ряд финансовых показателей предприятия. Любой читатель, четко представляющий связь между «оборачиваемостью» и прибылью, найдет в данной статье интересное решение проблемы сроков выполнения заказов.
«Если мы будем работать с вами — как быстро вы выполните наш заказ?» Вопрос не новый! И каждый день с ним опять и опять сталкиваются тысячи сотрудников отделов сбыта, ответственных за получение заказов. Тысячи руководителей думают, каким же образом выполнить свои обязательства перед клиентом. При этом они достаточно часто соглашаются на заведомо нереальные сроки, изначально готовясь объяснять клиенту «причину» и просить еще недельку-другую подождать.
Когда проблема сроков выполнения заказов слишком обостряется и директор вызывает коммерческого директора, заведующего по производству, начальника цеха, логиста или мастера «на ковер» - сразу же выясняется ряд «истинных причин» (обратите внимание на кавычки), мешающих уложиться в сроки:
1. Не хватает людей
2. На существующем оборудовании быстрее не сделаешь
3. Слишком много срочных заказов, которые нужно делать одновременно
4. Заказ передан в производство только что, и где он «болтался» - непонятно
5. Подводят поставщики, и не было нужного материала
6. У нас по технологии полагается...
Любой, сталкивавшийся со схожей ситуацией, может продолжить список таких проблем и дальше.
Как ни удивительно, но для решения всех этих вопросов, для сокращения сроков изготовления получаемых заказов, для более полного использования производственных мощностей достаточно порой просто раскрыть потенциал, изначально заложенный в вашем предприятии.
Давайте попробуем разобраться, как это сделать, на примере некоего условного предприятия Х. Допустим, наша компания производит металлические ворота. В сутки работают две смены по восемь часов с полным количеством перерывов за смену, равным 60 минутам. Каждое изделие должно пройти ряд технологических этапов, изображенных на рисунке 1 (некоторые составляющие производственного цикла мы решили опустить для наглядности примера — зачистку, покраску, сушку и прочее).
Рис.1. Производственный процесс
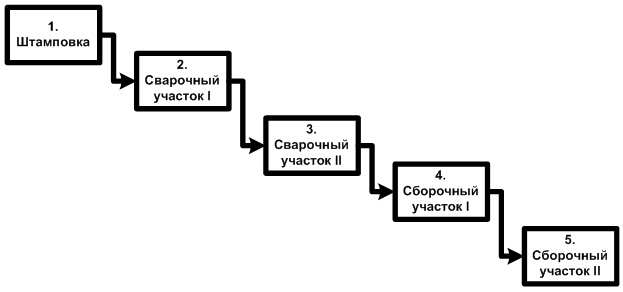
Все процессы выполняются в указанном порядке, и каждое изделие проходит через все процессы. Изделия передаются между процессами на поддонах. Очевидно, что пока предыдущий процесс не обработает всю партию (на некотором поддоне) — следующий процесс не начнет обработку.
Для того чтобы дальше был понятен ход наших мыслей, введем пару важных понятий. Промежуток времени, показывающий, как часто деталь или продукт изготавливается процессом на конкретном участке при помощи конкретного оборудования, определим как время цикла.
Время переналадки определим как возможные задержки, необходимые перед началом обработки новой партии изделий (нового поддона), либо как задержки, возникающие в процессе обработки партии товара. Последние могут быть связаны как с созданием нестандартных изделий (а значит, требующих дополнительных изменений размеров, контроля и тому подобного), так и с количеством изделий на поддоне — чем их больше, тем больше времени тратится на складирование изделий, прошедщих обработку, маркировку, подготовку нового изделия.
Итак, по порядку про выбранные нами участки производственного процесса.
Штамповка. Происходит нарезка полотна ворот на прессе из стальных листов. Производительность — одно изделие в минуту. Время переналадки перед установкой нового поддона равно одному часу — производится выставление размеров и установка партии листов в пресс.
Сварочный участок I. Наваривание петель на полотно. Время цикла равно трем минутам, время переналадки перед установкой нового поддона составляет 20 минут.
Сварочный участок II. Происходит укрепление полотна стальными распорками. Время цикла равно трем минутам, время переналадки перед перемещением нового поддона — 20 минут. В зависимости от требований к прочности створки может навариваться дополнительное количество распорок. Очевидно, что работа с подобными отличающимися от стандарта изделиями может потребовать дополнительных затрат времени.
Сборочный участок I. Происходит сверление отверстий для установки замка. Время цикла равно пяти минутам, на перемещение нового поддона уходит 20 минут. При этом створки используются с различными модификациями замков — в результате длительность переналадок зависит от степени соответствия изделия типовому стандарту.
Сборочный участок II. Установка замка. Происходит после сверления необходимых отверстий. На перемещение поддона уходит также 20 минут. В зависимости от модификации устанавливаемого замка возможны дополнительные задержки. Время цикла составляет пять минут.
Указанную выше информацию можно изобразить в виде таблицы:
Таблица 1. Информация о времени обработки изделий и переналадках
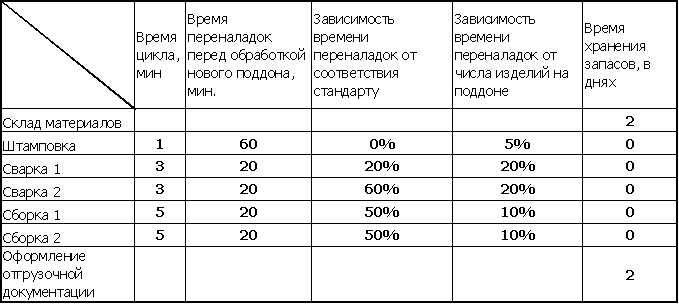
Столбец «зависимость времени переналадок от соответствия стандарту» отражает увеличение длительности выполнения заказа, возникающее при производстве нестандартных изделий (изменение размеров, дополнительный контроль, смена штампа и так далее). Если время переналадок не зависит от соответствия стандарту, то значение ячейки 0%. Если время переналадок зависит от соответствия стандарту, то значение ячейки колеблется в некотором диапазоне (%).
Столбец «зависимость времени переналадок от числа изделий на поддоне» отражает дополнительные задержки, возникающие при обработке большого количества изделий в партии (эти изделия необходимо маркировать, складировать возле рабочего места, прежде чем передать их на следующий участок). Если время переналадок не зависит от количества изделий на поддоне, то значение ячейки 0%. Если время переналадок зависит от количества изделий на поддоне, то параметр в ячейке имеет некоторое значение в процентах.
Допустим, наше предприятие Х получило заказ на 250 ворот, заказ соответствует типовым стандартам на 80%. В этом случае продолжительность выполнения заказа в зависимости от количества изделий, передаваемых между процессами, будет иметь вид, представленный на рис. 2.
Рис. 2. Зависимость длительности выполнения заказа (в днях) от количества изделий, передаваемых на поддоне (80% соответствия стандарту)
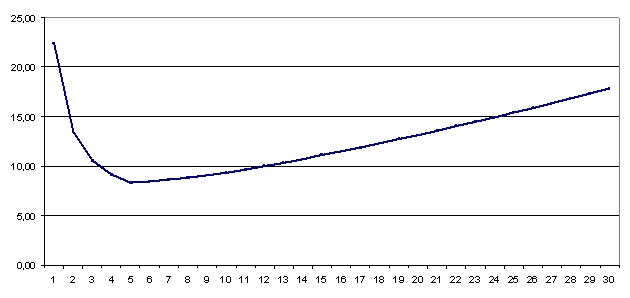
Как видно из графика, если между процессами передавать по одному изделию, то общая продолжительность выполнения заказа составит чуть более 22 дней. При передаче двух изделий на поддоне время выполнения заказа сократится до 13,5 дней.
Зависимость имеет четко выраженный минимум, составляющий чуть больше восьми дней (не забываем, что четыре дня из этих восьми изделия лежат на складах в виде материалов и готовой продукции (таблица 1)). Данный срок выполнения заказа достигается при передаче между процессами партий по пять изделий.
Допустим, что приходится выполнять подобный заказ (250 ворот), но степень соответствия стандарту каждого изделия в партии составляет 30% - некие экспериментальные ворота, в каждых из которых есть оригинальные детали. Тогда график зависимости длительности выполнения заказа от количества изделий, передаваемых между участками, примет вид, представленный на рис. 3.
Рис. 3. Зависимость длительности выполнения заказа (в днях) от количества изделий, передаваемых на поддоне (30% соответствия стандарту)
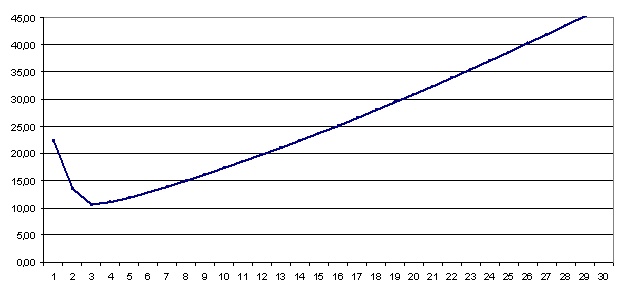
Видно, что в этом случае оптимальное количество изделий, передаваемых между участками, сокращается до трех. При этом срок выполнения заказа увеличится почти до 11 дней. Также резко растет срок выполнения заказа при передаче между участками больших партий. Например, если по-прежнему передавать пять изделий на поддоне (оптимальный результат при соответствии в 80%), то срок выполнения заказа увеличится до 12 дней.
Вид этих графиков объясняется достаточно просто. Действительно, если передавать между процессами слишком малые партии «непохожих» изделий, то рабочие будут львиную долю времени тратить, выполняя всевозможные переналадки оборудования и рабочих мест.
При слишком больших партиях проявляется другой эффект. Поскольку в различных процессах тратится различное время на обработку (включая непосредственно обработку и переналадки), то любой производственный процесс не может быть «абсолютно» выровненным по времени. Продолжительность обработки всегда где-то больше, где-то — меньше. В терминологии Лин-менеджмента процессы, требующие наибольших затрат времени, принято называть «узкими местами» - по сути, данные участки определяют продолжительность всего производственного процесса. (Лин - это философия производства, сокращающая время между заказом клиента и созданием продукта/отгрузкой за счет устранения источников потерь. По концепции Лин, внимание концентрируется на сокращении времени, когда не создается ценность. Синонимы и «родственники» Лин-менеджмента – бережливое производство, кайдзен.) Так вот, если объем партии, передаваемой между процессами на поддонах, является слишком большим, то большая часть участков будет простаивать, ожидая результат от «узкого места».
Как удалось показать, важным параметром в производственном процессе становится объем партии, передаваемой между процессами. Правильный расчет количества изделий, передаваемых на поддонах, позволяет сократить простой производственных участков. Вариация в два-три изделия (как в большую, так и в меньшую сторону) может привести к увеличению длительности выполнения заказа на целый день! А какие партии вы передаете между производственными участками?
Помимо рассмотренного выше приема, позволяющего оптимизировать загрузку производственных мощностей и сократить время ожидания, когда оператор «не добавляет ценность» конечному потребителю, в бережливом производстве практикуется целый ряд мероприятий, позволяющих повысить скорость выполнения заказов. Сюда входит сокращение промежуточных транспортировок товара и излишних перемещений рабочих, устранение перепроизводства и уменьшение избыточных запасов, предотвращение появления брака и выявление излишней обработки продукта. Технологии устранения потерь в бережливом производстве многочисленны и эффективны, при этом основаны на здравом смысле и не требуют больших инвестиций. Если у вас есть интерес к затронутым в статье вопросам, пишите автору, с удовольствием продолжу начатый в этой статье разговор.
Статья впервые опубликована в блоге автора




















